Descargado 166 veces
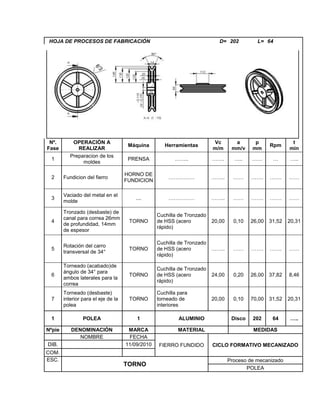


El proceso comienza con la preparación del molde mediante prensión y, si es necesario, afinado. Luego se vierte el hierro fundido en el molde. La pieza resultante es una polea sin el canal ni el orificio para el eje. Finalmente, se mecanizan estos detalles en la polea mediante torneado, incluyendo el desbaste del canal, el afinado de sus lados a 34° y el desbaste interior para el orificio del eje.













































