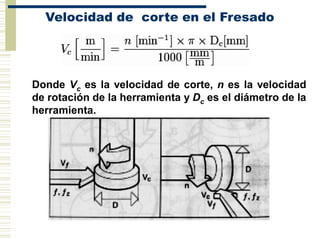
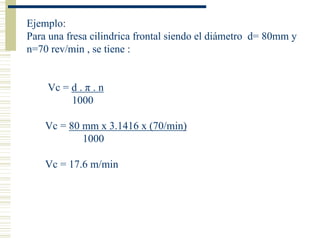
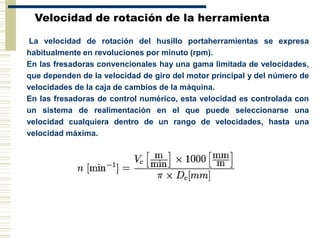
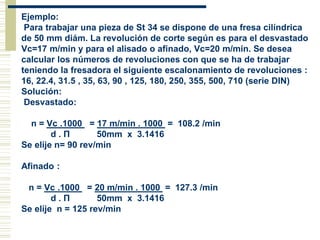
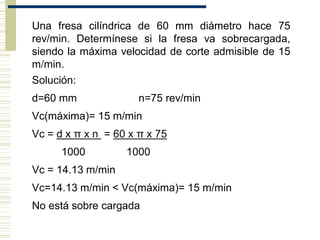
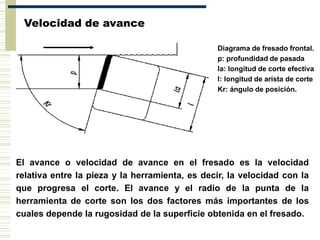
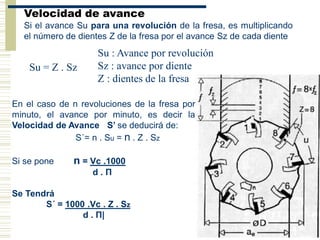
Este documento describe los parámetros que deben considerarse para seleccionar la velocidad de corte en el proceso de fresado. La velocidad de corte depende del tipo y calidad de la fresa, la dureza y maquinabilidad del material, y la velocidad de avance. También depende de las limitaciones de la máquina como su rango de velocidades, potencia de los motores y rigidez. El documento proporciona fórmulas para calcular la velocidad de corte y de avance, y ofrece ejemplos numéricos de