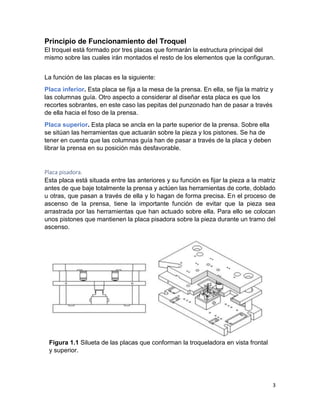
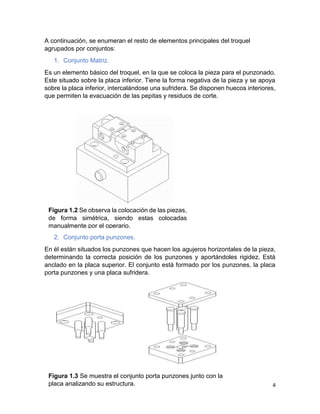
El documento describe el funcionamiento y partes principales de una troqueladora. La troqueladora consta de un troquel alojado en una prensa hidráulica. El troquel está formado por tres placas y herramientas como punzones y matrices que permiten procesos de corte, doblado y embutido. La troqueladora se utiliza en diversas industrias para producir componentes de manera masiva.