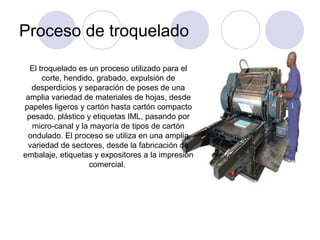
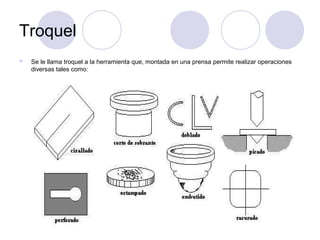
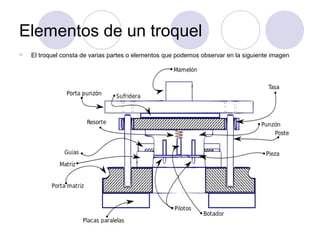
El documento describe el proceso de troquelado y sus elementos. Explica que el troquelado se usa para cortar y separar materiales como papel, cartón y plástico. Detalla los tipos de troqueles (simples, compuestos y progresivos) y los elementos de un troquel como el punzón y la matriz. También describe brevemente los procesos de estampado en caliente y en frío.