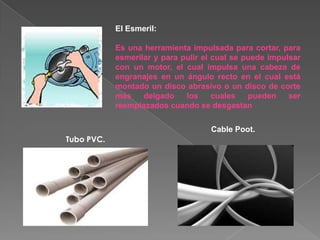
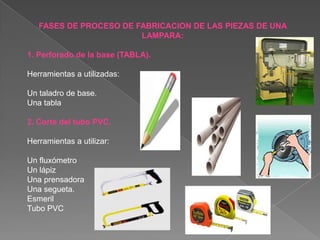
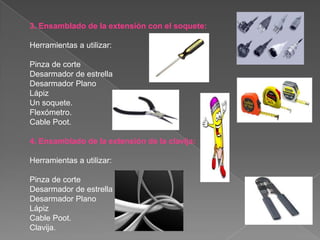
Este documento describe los sistemas MTM-2, MODAPTS y MOST para medir tiempos de procesos, así como las herramientas utilizadas para ensamblar una lámpara, incluyendo un taladro, pinzas, una segueta y un esmeril. Explica también las cuatro fases del proceso de fabricación de las piezas de una lámpara, que involucran perforar una base, cortar un tubo PVC, ensamblar una extensión con un enchufe y ensamblar otra extensión con una clavija.

















































![Guia del Sena [Alejandro Anaya]](https://cdn.slidesharecdn.com/ss_thumbnails/guiadelsenaalejandroanaya-140714173157-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)