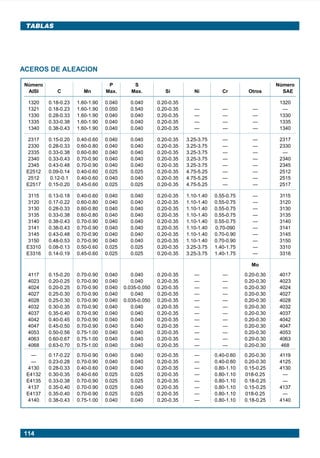
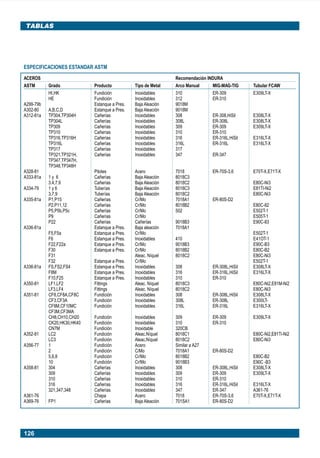
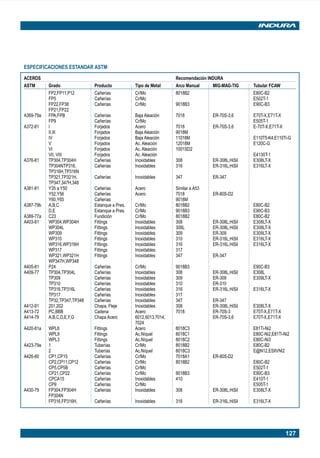
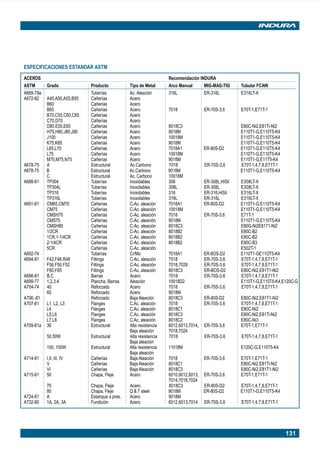
Este documento presenta una introducción general a los temas de soldadura, incluyendo seguridad, costos, posiciones, defectos comunes y selección de electrodos. Describe los principales sistemas de soldadura como arco manual, MIG, TIG, arco sumergido y oxigas, además de incluir tablas de referencia sobre dureza, composición química de aceros y temperaturas de precalentamiento.