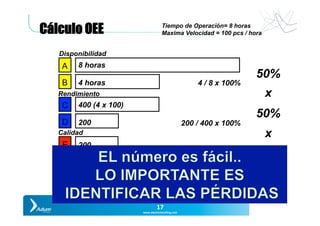
Este documento presenta el Overall Equipment Effectiveness (OEE) como un indicador clave para medir la eficiencia. Explica que el OEE compara la producción real con la producción ideal para identificar las pérdidas en tres áreas: disponibilidad, rendimiento y calidad. También describe los pasos para implementar el OEE en una organización, incluyendo la formación del equipo, la redefinición de conceptos y el cambio de la plantilla de toma de datos para enfocarse en objetivos claramente definidos.




















![Slide 29
Y O U R P A R T N E R I N P R O D U C T I V I T
29
www.adumconsul1ng.com
Mes Anterior
A Tiempo Disponible
Averías
Esperas
C
D
E
F
Producción prevista
Producción real
Micro paradas
Velocidad reducida
Producción real
Piezas Buenas
Scrap
Retrabajos
Tiempo Total de Operación
No planificado
B Tiempo Operativo
B/A x D/C x F/E
Disponibilidad CalidadRendimiento
OEE =
¿Qué es OEE?
TardeMañana Noche
INFORMES TURNO. 24 HORASTendencia OEE
OEE [SP 1] 2000 (Por Semana)
Altimia
OEE Disponible Ejecución Calidad
52
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
%
100
90
80
70
60
50
40
30
20
10
0
Análisis Disponibilidad
Minutos de Pareto
Manejo de Tiempo Clasificadora Línea 6 21/06/2004 Hasta 24/06/2004
Altimia
AveríaApiladora
160min
FaltaMaterial
155min
AveríaMáquinaDesca
135min
AsistenciaaHornos
130min
ProblemasCalidad
115min
CambioModelo
105min
CambioTurno
70min
AveríaPaletizador
65min
FaltaPersonal
25min
FalloSuministroElé
10min
AveríaEncajadora
10min
Minutos
170
160
150
140
130
120
110
100
90
80
70
60
50
40
30
20
10
0
16,3 %
15,8 %
13,8 %
13,3 %
11,7 %
10,7 %
7,1 %
6,6 %
2,6 %
1 % 1 %
Disponibilidad 75 %
Rendimiento (297x >100%) 82,8 %
Calidad 94,4 %
OEE58,6 %
OEE (Total), 01/07/2004 Hasta 06/03/2005
Adum Consulting 5.2
Disponibilidad Rendimiento (297x >100%) Calidad OEE
%
100
90
80
70
60
50
40
30
20
10
0
75 %
82,8 %
94,4 %
58,6 %
Pérdidas
OEE Clasificadora Línea , 21/06/2004 Hasta 24/06/2004
12,8% Fallo / Averia
21,2% Inactivo
7,6% Paradas menores
14,6% Desechar
43,8% OEE
Mes Actual
Análisis Disponibilidad
Minutos de Pareto
Manejo de Tiempo Clasificadora Línea 6 21/06/2004 Hasta 24/06/2004
Altimia
AveríaApiladora
160min
FaltaMaterial
155min
AveríaMáquinaDesca
135min
AsistenciaaHornos
130min
ProblemasCalidad
115min
CambioModelo
105min
CambioTurno
70min
AveríaPaletizador
65min
FaltaPersonal
25min
FalloSuministroElé
10min
AveríaEncajadora
10min
Minutos
170
160
150
140
130
120
110
100
90
80
70
60
50
40
30
20
10
0
16,3 %
15,8 %
13,8 %
13,3 %
11,7 %
10,7 %
7,1 %
6,6 %
2,6 %
1 % 1 %
Disponibilidad 75 %
Rendimiento (297x >100%) 82,8 %
Calidad 94,4 %
OEE58,6 %
OEE (Total), 01/07/2004 Hasta 06/03/2005
Adum Consulting 5.2
Disponibilidad Rendimiento (297x >100%) Calidad OEE
%
100
90
80
70
60
50
40
30
20
10
0
75 %
82,8 %
94,4 %
58,6 %
Pérdidas
OEE Clasificadora Línea , 21/06/2004 Hasta 24/06/2004
12,8% Fallo / Averia
21,2% Inactivo
7,6% Paradas menores
14,6% Desechar
43,8% OEE
Evolución por Conceptos por Semanas
Envasadora Automática Nave 2 [Categoría: Espera], 52 Semanas De 30/05/2005
Nabersa
Semana22,2005
Semana23,2005
Semana24,2005
Semana25,2005
Semana26,2005
Semana27,2005
Semana28,2005
Semana29,2005
Semana30,2005
Semana31,2005
Semana32,2005
Semana33,2005
Semana34,2005
Semana35,2005
Semana36,2005
Semana37,2005
Semana38,2005
Semana39,2005
Semana40,2005
Semana41,2005
Semana42,2005
Semana43,2005
Semana44,2005
Semana45,2005
Semana46,2005
Semana47,2005
Semana48,2005
Semana49,2005
Semana50,2005
Semana51,2005
Semana52,2005
Semana1,2006
Semana2,2006
Semana3,2006
Semana4,2006
Semana5,2006
Semana6,2006
Semana7,2006
Semana8,2006
Semana9,2006
Semana10,2006
Semana11,2006
Semana12,2006
Semana13,2006
Semana14,2006
Semana15,2006
Semana16,2006
Semana17,2006
Semana18,2006
Semana19,2006
Semana20,2006
Semana21,2006
Semana22,2006
Minutos
3.600
3.400
3.200
3.000
2.800
2.600
2.400
2.200
2.000
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0
720
2.665
105
1.935
1.145
155
515
385
910
295
1.060
2.265
1.505
625
455
2.075
1.415
1.010
3.290
3.505
1.535
1.170
240
1.850
580
1.240
740
1.660
630
1.325
565
195
80
1.625
470
330
395
1.140
850
385
1.305
170 170
550
365
450
Esperas
Minutos
Envasadora Automática Nave 2 [Categoría: Espera], 52 Semanas De 30/05/2005
Nabersa
Semana22,2005
Semana23,2005
Semana24,2005
Semana25,2005
Semana26,2005
Semana27,2005
Semana28,2005
Semana29,2005
Semana30,2005
Semana31,2005
Semana32,2005
Semana33,2005
Semana34,2005
Semana35,2005
Semana36,2005
Semana37,2005
Semana38,2005
Semana39,2005
Semana40,2005
Semana41,2005
Semana42,2005
Semana43,2005
Semana44,2005
Semana45,2005
Semana46,2005
Semana47,2005
Semana48,2005
Semana49,2005
Semana50,2005
Semana51,2005
Semana52,2005
Semana1,2006
Semana2,2006
Semana3,2006
Semana4,2006
Semana5,2006
Semana6,2006
Semana7,2006
Semana8,2006
Semana9,2006
Semana10,2006
Semana11,2006
Semana12,2006
Semana13,2006
Semana14,2006
Semana15,2006
Semana16,2006
Semana17,2006
Semana18,2006
Semana19,2006
Semana20,2006
Semana21,2006
Semana22,2006
Minutos
3.600
3.400
3.200
3.000
2.800
2.600
2.400
2.200
2.000
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0
720
2.665
105
1.935
1.145
155
515
385
910
295
1.060
2.265
1.505
625
455
2.075
1.415
1.010
3.290
3.505
1.535
1.170
240
1.850
580
1.240
740
1.660
630
1.325
565
195
80
1.625
470
330
395
1.140
850
385
1.305
170 170
550
365
450
%
Envasadora Automática Nave 2 [Categoría: Espera], 52 Semanas De 30/05/2005
Nabersa
Semana22,2005
Semana23,2005
Semana24,2005
Semana25,2005
Semana26,2005
Semana27,2005
Semana28,2005
Semana29,2005
Semana30,2005
Semana31,2005
Semana32,2005
Semana33,2005
Semana34,2005
Semana35,2005
Semana36,2005
Semana37,2005
Semana38,2005
Semana39,2005
Semana40,2005
Semana41,2005
Semana42,2005
Semana43,2005
Semana44,2005
Semana45,2005
Semana46,2005
Semana47,2005
Semana48,2005
Semana49,2005
Semana50,2005
Semana51,2005
Semana52,2005
Semana1,2006
Semana2,2006
Semana3,2006
Semana4,2006
Semana5,2006
Semana6,2006
Semana7,2006
Semana8,2006
Semana9,2006
Semana10,2006
Semana11,2006
Semana12,2006
Semana13,2006
Semana14,2006
Semana15,2006
Semana16,2006
Semana17,2006
Semana18,2006
Semana19,2006
Semana20,2006
Semana21,2006
Semana22,2006
Minutos
3.600
3.400
3.200
3.000
2.800
2.600
2.400
2.200
2.000
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0
720
2.665
105
1.935
1.145
155
515
385
910
295
1.060
2.265
1.505
625
455
2.075
1.415
1.010
3.290
3.505
1.535
1.170
240
1.850
580
1.240
740
1.660
630
1.325
565
195
80
1.625
470
330
395
1.140
850
385
1.305
170 170
550
365
450
Averías
Envasadora Automática Nave 2 [Categoría: Espera], 52 Semanas De 30/05/2005
Nabersa
Semana22,2005
Semana23,2005
Semana24,2005
Semana25,2005
Semana26,2005
Semana27,2005
Semana28,2005
Semana29,2005
Semana30,2005
Semana31,2005
Semana32,2005
Semana33,2005
Semana34,2005
Semana35,2005
Semana36,2005
Semana37,2005
Semana38,2005
Semana39,2005
Semana40,2005
Semana41,2005
Semana42,2005
Semana43,2005
Semana44,2005
Semana45,2005
Semana46,2005
Semana47,2005
Semana48,2005
Semana49,2005
Semana50,2005
Semana51,2005
Semana52,2005
Semana1,2006
Semana2,2006
Semana3,2006
Semana4,2006
Semana5,2006
Semana6,2006
Semana7,2006
Semana8,2006
Semana9,2006
Semana10,2006
Semana11,2006
Semana12,2006
Semana13,2006
Semana14,2006
Semana15,2006
Semana16,2006
Semana17,2006
Semana18,2006
Semana19,2006
Semana20,2006
Semana21,2006
Semana22,2006
Minutos
3.600
3.400
3.200
3.000
2.800
2.600
2.400
2.200
2.000
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0
720
2.665
105
1.935
1.145
155
515
385
910
295
1.060
2.265
1.505
625
455
2.075
1.415
1.010
3.290
3.505
1.535
1.170
240
1.850
580
1.240
740
1.660
630
1.325
565
195
80
1.625
470
330
395
1.140
850
385
1.305
170 170
550
365
450
Envasadora Automática Nave 2 [Categoría: Espera], 52 Semanas De 30/05/2005
Nabersa
Semana22,2005
Semana23,2005
Semana24,2005
Semana25,2005
Semana26,2005
Semana27,2005
Semana28,2005
Semana29,2005
Semana30,2005
Semana31,2005
Semana32,2005
Semana33,2005
Semana34,2005
Semana35,2005
Semana36,2005
Semana37,2005
Semana38,2005
Semana39,2005
Semana40,2005
Semana41,2005
Semana42,2005
Semana43,2005
Semana44,2005
Semana45,2005
Semana46,2005
Semana47,2005
Semana48,2005
Semana49,2005
Semana50,2005
Semana51,2005
Semana52,2005
Semana1,2006
Semana2,2006
Semana3,2006
Semana4,2006
Semana5,2006
Semana6,2006
Semana7,2006
Semana8,2006
Semana9,2006
Semana10,2006
Semana11,2006
Semana12,2006
Semana13,2006
Semana14,2006
Semana15,2006
Semana16,2006
Semana17,2006
Semana18,2006
Semana19,2006
Semana20,2006
Semana21,2006
Semana22,2006
Minutos
3.600
3.400
3.200
3.000
2.800
2.600
2.400
2.200
2.000
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0
720
2.665
105
1.935
1.145
155
515
385
910
295
1.060
2.265
1.505
625
455
2.075
1.415
1.010
3.290
3.505
1.535
1.170
240
1.850
580
1.240
740
1.660
630
1.325
565
195
80
1.625
470
330
395
1.140
850
385
1.305
170 170
550
365
450
Cambios
Minutos
Envasadora Automática Nave 2 [Categoría: Espera], 52 Semanas De 30/05/2005
Nabersa
Semana22,2005
Semana23,2005
Semana24,2005
Semana25,2005
Semana26,2005
Semana27,2005
Semana28,2005
Semana29,2005
Semana30,2005
Semana31,2005
Semana32,2005
Semana33,2005
Semana34,2005
Semana35,2005
Semana36,2005
Semana37,2005
Semana38,2005
Semana39,2005
Semana40,2005
Semana41,2005
Semana42,2005
Semana43,2005
Semana44,2005
Semana45,2005
Semana46,2005
Semana47,2005
Semana48,2005
Semana49,2005
Semana50,2005
Semana51,2005
Semana52,2005
Semana1,2006
Semana2,2006
Semana3,2006
Semana4,2006
Semana5,2006
Semana6,2006
Semana7,2006
Semana8,2006
Semana9,2006
Semana10,2006
Semana11,2006
Semana12,2006
Semana13,2006
Semana14,2006
Semana15,2006
Semana16,2006
Semana17,2006
Semana18,2006
Semana19,2006
Semana20,2006
Semana21,2006
Semana22,2006
Minutos
3.600
3.400
3.200
3.000
2.800
2.600
2.400
2.200
2.000
1.800
1.600
1.400
1.200
1.000
800
600
400
200
0
720
2.665
105
1.935
1.145
155
515
385
910
295
1.060
2.265
1.505
625
455
2.075
1.415
1.010
3.290
3.505
1.535
1.170
240
1.850
580
1.240
740
1.660
630
1.325
565
195
80
1.625
470
330
395
1.140
850
385
1.305
170 170
550
365
450
%](https://image.slidesharecdn.com/oee2016-160126223251/85/OEE-2016-29-320.jpg)