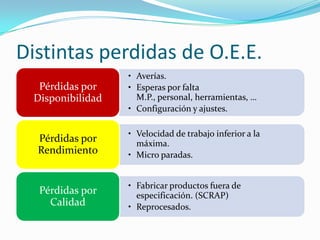
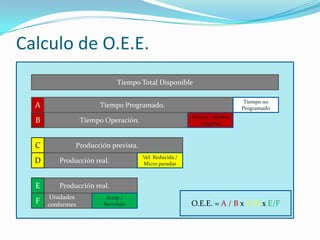
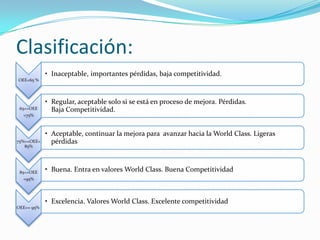
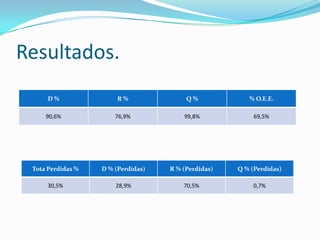
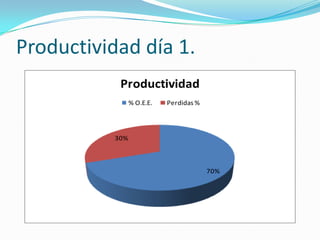
Este documento habla sobre el cálculo del índice de eficiencia global del equipo (OEE, por sus siglas en inglés). Explica que el OEE mide las pérdidas en el sistema productivo mediante tres factores: disponibilidad, rendimiento y calidad. Un OEE bajo indica oportunidades para mejorar la productividad y eficiencia. El documento también incluye un ejemplo de cómo calcular el OEE para una cadena de montaje en su día de inauguración.


























































![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)

