Planeación de requerimientosde materiales
(MRP)
La MRP es una técnica y modelo de inventario para determinar la
cantidad y periodicidad para la adquisición de artículos dependientes
de la demanda necesarios para satisfacer los requerimientos de un
PMP.
Debido a que este sistema identifica precisamente qué, cuánto y
cuándo se necesitan los componentes, es capaz de:
Mejorar el servicio para el cliente y su satisfacción.
Reducir los costos de inventarios.
Mejorar la efectividad de la programación y planificación.
Responder rápidamente a cambios del mercado.
Reducir los niveles de inventario sin reducir el servicio al cliente.
2.
La MRP estáutilizándose en variedad de industrias
donde se desarrolla el trabajo-taller (se fabrica una serie
de productos en tandas utilizando el mismo equipo de
producción), es decir compañías de ensamblaje.
La MRP no funciona bien si la compañía produce bajo
número de unidades por año, especialmente si los
productos son complejos y costosos, que requieren
investigación y diseños avanzados. La experiencia ha
demostrado que los plazos tienden a ser demasiado
largos e inciertos y la configuración de producto
demasiado compleja.
3.
Aplicaciones en laindustria y beneficio previstos de la
MRP
Tipo de
industria
Ejemplos
Beneficios
previstos
Ensamblar para
almacenar
Combina múltiples partes componentes para obtener un producto
terminado, el cual es luego almacenado en el inventario para satisfacer
las demandas de los clientes. Ej: relojes, herramientas, aparatos.
Altos
Fabricar
para almacenar
Los artículos se fabrican mediante máquinas y no se ensamblan. Estos
son artículos de almacenamiento estándar que se fabrican con
anticipación a las demandas de los clientes. Ej: aros de pistón,
interruptores eléctricos.
Bajos
Ensamblar para
pedido
Se realiza un ensamblaje final con base en las opciones estándar que el
cliente escoja. Ejemplos: camiones, generadores, motores.
Altos
Fabricar
para pedido
Los artículos se fabrican a máquina según el pedido del cliente. Estos
son generalmente pedidos industriales. Ej: soportes, engranajes,
sujetadores.
Bajos
Manufacturar
para pedido
Los artículos se fabrican o ensamblan completamente según las
especificaciones del cliente. Ej: generadores de turbinas, herramientas
para maquinaria pesada.
Altos
Transformación
Industrias tales como las fundiciones, el caucho y los plásticos, el papel
especial, los químicos, las pinturas, las drogas y el procesamiento de
alimentos.
Medianos
4.
Propósitos de laMRP
El tema de la MRP es: “llevar los materiales correctos al lugar correcto y en
el momento correcto”.
Los objetivos del manejo del inventario bajo un sistema de MRP son los
mismos que bajo cualquier sistema: mejorar el servicio al cliente, minimizar
la inversión en el inventario y maximizar la eficiencia operativa de la
producción.
La filosofía de la MRP es que los materiales deben enviarse (de prisa)
cuando la falta de ellos pueda retrasar el programa de producción general y
demorarse cuando el programa se atrasa y se pospone su necesidad
5.
Ventajas de laMRP
Los beneficios son:
Capacidad para fijar los precios de una manera más competente.
Reducción de los precios de venta.
Reducción del inventario.
Mejor servicio al cliente.
Mejor respuesta a las demandas del mercado.
Capacidad para cambiar el programa maestro.
Reducción de los costos de preparación.
Reducción del tiempo de inactividad.
Además el sistema de MRP:
Suministra información por anticipado, de manera que los gerentes
pueden ver el programa planeado antes de la expendición real de
los pedidos.
Indica cuándo demorar y cuándo agilizar.
Demora o cancela pedidos.
Cambia las cantidades de los pedidos.
Agiliza o retarda las fechas de vencimiento de los pedidos.
Ayuda en la planeación de la capacidad.
6.
Desventajas de laMRP
Los programas MRP fallan por las siguientes causas:
Falta de compromiso de la alta gerencia (ya que se piensa que es un sistema
de fabricación antes que un plan empresarial).
Falta de reconocimiento de que la MRP es sólo una herramienta y debe ser
utilizada correctamente.
Falta de integración de la MRP y el JIT.
La MRP también necesita un alto grado de exactitud para su operación, lo cual
con frecuencia requiere:
Cambiar la forma de operación de la
firma. Actualizar los archivos.
Una de las mayores quejas es que la MRP es demasiado rígida, ya que cuando
se desarrolla un programa, es bastante difícil desviarse de éste si se presenta la
necesidad.
7.
Programa maestro deproducción (PMP)
El plan total provee la gama general de la operación (1-6 meses).
El programa maestro especifica lo que se va a producir (en cada semana).
Estas decisiones se toman respondiendo a la vez a las presiones de las
diferentes áreas funcionales:
Departamento de ventas (se ajusta a la fecha de vencimiento
prometida
al cliente)
Finanzas (minimiza el inventario)
Gerencia (maximiza la productividad y el servicio al cliente, minimiza
las necesidades de recursos)
Fabricación (tiene programas nivelados y minimiza el
tiempo de
preparación).
8.
Para garantizar unabuena programación, el programador
maestro debe:
Incluir todas las demandas de ventas de productos, reposición
de depósitos, repuestos y requerimientos entre plantas.
Nunca perder de vista el plan total.
Involucrarse con las promesas de pedidos de los clientes.
Ser visible en todos los niveles de la gerencia.
relacionados con la
Transar de manera objetiva en los
conflictos fabricación, el mercadeo y la
ingeniería.
Identificar y comunicar todos los problemas.
9.
Esquema de unPMP
Plan total: especifica los
grupos de productos
Plan maestro:
especifica cuándo
planea construir
cada artículo
MRP: Calcula y programa todas las
materias primas, partes y suministros
necesarios para fabricar el colchón
especificado por el MPS
1 2 3 4 5 6 7 8
Modelo 327 200 400 200 100
Modelo 538 100 100 150 100
Modelo 749 100 200 200
Mes 1 2
Producción de colchones 900 950
10.
Guías de tiempo
Laflexibilidad dentro de un programa de producción maestro
depende de varios factores:
Plazo de producción
Compromiso de partes y componentes para un artículo final específico
Relación entre el cliente y el vendedor
Cantidad de capacidad excesiva y renuencia o disposición de la gerencia
para hacer cambios.
El propósito de las guías de tiempo es mantener un flujo,
razonablemente controlado, a través del sistema de producción.
A menos que se establezcan algunas normas operativas y todos
se adhieran a ellas, el sistema podría volverse caótico, lleno de
pedidos retrasados y de envíos constantes.
11.
Guías de tiempopara el programa maestro de producción
Capacidad
Congelado
Moderadamente
firme Flexible
Pedidos de los
firme
clientes en
Capacidad proyectada y
disponible
8 15 26
Semanas
12.
Estructura del sistemade MRP
Plan de Producción
Total
Programa de Producción
Maestro
MRP Archivo de Registros del
Inventario
Archivo de la Lista de
Materiales (BOM)
Informes primarios
Programas de pedidos planeados
por el control del inventario y de la
producción
Informes secundarios
Excepciones
Planeación
Control del desempeño
Proyecciones
de la demanda
por parte de
clientes
aleatorios
Pedidos de
clientes
conocidos
Cambios en
los diseños
de
ingeniería
Transacciones
del inventario
13.
Procedimiento
Para obtener unaplaneación de requerimiento de materiales se
deben seguir los siguientes pasos:
Desarrollar el árbol de estructura de materiales. Muestra la
relación de todos los materiales, componentes y
subensambles necesarios para obtener una unidad de un
producto final.
Determinar el número de unidades requeridas para cada item
para satisfacer la demanda.
Desarrollar un plan general y una red de requerimientos de
material. Es un horario de tiempo que muestra cuando un
item debe ser ordenado de los proveedores para
cubrir el requerimiento de producción, cuando no hay
inventario.
14.
Ejemplo: La demandade un producto A es de 50
unidades. Cada unidad de A requiere 2 unidades de B y 3
de C. Cada unidad de B requiere 2 unidades de D y 3 de
E. Cada unidad de C requiere 1 unidad de E y 2 de F.
Supongamos que todos los items son producidos por la
compañía. Toma una semana producir A, dos semanas
producir B, una semana producir C, una semana producir
D, dos semanas E y tres semanas F.
Desarrolle un plan de requerimiento de materiales y
calcular cuantas semanas se necesitará para obtener los
productos terminados.
15.
1. Árbol deestructura de materiales
Niveles
A 0
1
B (2) C (3)
2
F (2)
E (1)
E (3)
D (2)
16.
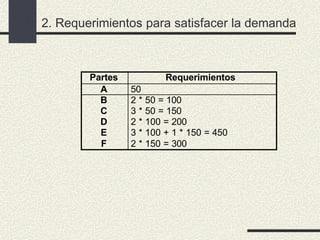
2. Requerimientos parasatisfacer la demanda
Partes Requerimientos
A 50
B 2 * 50 = 100
C 3 * 50 = 150
D 2 * 100 = 200
E 3 * 100 + 1 * 150 = 450
F 2 * 150 = 300
17.
3. Plan generalde requerimiento de materiales
Item Acción Semanas Tiempo
(semanas)
1 2 3 4 5 6
A Requerido 50 1
Orden 50
B Requerido 100 2
Orden 100
C Requerido 150 1
Orden 150
D Requerido 200 1
Orden 200
E Requerido 300 150 2
Orden 300 150
F Requerido 300 3
Orden 300
18.
4. Cuando existeinventarios
Producto Situación
Semana
Tiempo
(semanas)
Inventario
1 2 3 4 5 6
A
Requerimientos brutos 50
1 10
Disponibles 10
Requerimientos netos 40
Orden 40
B
Requerimientos brutos 80
2 8
Disponibles 8
Requerimientos netos 72
Orden 72
C
Requerimientos brutos 120
1 20
Disponibles 20
Requerimientos netos 100
Orden 100
D
Requerimientos brutos 144
1 5
Disponibles 5
Requerimientos netos 139
Orden 139
E
Requerimientos brutos 216 100
2 10
Disponibles 10 0
Requerimientos netos 206 100
Orden 206 100
F
Requerimientos brutos 200
3 15
Disponibles 15
Requerimientos netos 185
Orden 185
19.
Cálculo de lacarga del centro de trabajo
El lugar para comenzar con el cálculo de los requerimientos de capacidad es
a partir de las hojas de rutas para las tareas programadas que deben
procesarse. La hoja de ruta especifica cuándo debe enviarse una tarea, las
operaciones particulares involucradas y el tiempo normal de estructuración y
de trabajo por pieza. Éstos son los tipos de cifras utilizadas para calcular el
trabajo total en cada centro de trabajo.
Mientras que la hoja de ruta es una “visión del trabajo” que sigue una tarea
determinada alrededor de las instalaciones productivas, un archivo del centro
de trabajo es la visión que se tiene desde un centro de trabajo. Generalmente
cada centro de trabajo es definido de manera funcional, de manera que las
tareas dirigidas hacia él requieren el mismo tipo de trabajo y el mismo
equipo. Desde el punto de vista del centro de trabajo, si existe una capacidad
adecuada, el punto sólo es el secuenciamiento pues todas las tareas se
realizarán a tiempo. Sin embargo, si la capacidad es insuficiente, el problema
debe resolverse pues algunas tareas se retrasarán hasta que el programa sea
ajustado.
20.
Ejemplo: Carga detrabajo para el centro de trabajo A
Semana Tarea No. Unidades
Tiempo de
preparació
n
Tiempo
transcurrid
o por
unidad
Tiempo
total de
la tarea
Total por
semana
10
145 100 3,5 0,23 26,5
137,8
167 160 2,4 0,26 44,0
158 70 1,2 0,13 10,3
193 300 6,0 0,17 57,0
11
132 80 5,0 0,36 33,8
190,3
126 150 3,0 0,22 36,0
180 180 2,5 0,30 56,5
178 120 4,0 0,50 64,0
12
147 90 3,0 0,18 19,2
128,8
156 200 3,5 0,14 31,5
198 250 1,5 0,16 41,5
172 100 2,0 0,12 14,0
139 120 2,2 0,17 22,6
𝐶𝑎𝑝 = 2 𝑚𝑎𝑞 ∗ 2 𝑡𝑢𝑟𝑛𝑜𝑠 ∗ 10
ℎ𝑜𝑟𝑎𝑠
∗ 85% 𝑑𝑒 𝑢𝑡𝑖𝑙𝑖𝑧. 𝑑𝑒 𝑚𝑎𝑞 ∗
95% 𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎
𝑡𝑢𝑟𝑛𝑜
𝐶𝑎𝑝 𝑑𝑒𝑙 𝑐𝑒𝑛𝑡𝑟𝑜 = 161,5
ℎ𝑜𝑟𝑎𝑠/𝑠𝑒𝑚
21.
Se utiliza lostérminos de utilización y eficiencia. La utilización es el tiempo real de utilización
de las máquinas. La eficiencia se refiere a qué tan bien se está desempeñando la máquina
mientras se está utilizando. La eficiencia se define normalmente como una comparación con
respecto a una producción estándar definida o a una tasa de diseño de ingeniería. Por ejemplo,
una máquina que trabaja durante 6 horas de un turno de 8, ha sido utilizada el 75%. Si la
producción estándar de esa máquina se define como 200 partes por hora y se fabrica un
promedio de 250 partes, la eficiencia es del 125%.
Se sabe que el trabajo programado supera la capacidad para la semana 11. Existen varias
opciones:
1. Trabajar horas extra.
2. Elegir un centro de trabajo alterno que pueda ejecutar la tarea.
3. Subcontratar un taller externo.
4. Tratar de programar parte del trabajo de la semana 11 para la semana 10 y pasar parte del
trabajo para la semana 12.
5. Renegociar la fecha de vencimiento y reprogramar.
22.
Encaje del JITen la MRP
Tanto la MRP como el JIT tienen sus beneficios. ¿Pueden trabajar juntos con
éxito y en qué forman se pueden combinar?
La mayoría de las firmas manufactureras grandes utilizan la MRP. De las
firmas que utilizan la MRP muchas de fabricación repetitiva utilizan también
las técnicas JIT.
Aunque el JIT es más aconsejable en la fabricación repetitiva, la MRP se
utiliza en todo (desde los talleres de trabajo por encargo hasta la producción
en líneas de ensamble).
Al integrar los enfoques de mejoramiento del JIT con una planeación basada
en la MRP y un sistema de control, surge un desafío.
La combinación MRP/JIT crea lo que puede considerarse un sistema de
fabricación híbrido.
La MRP bien puede utilizarse para ayudar a crear el programa de producción
maestro en un sistema JIT, pero su implicación se detiene allí.
23.
A. MRP B.MRP/JIT
Bienes
terminados
PMP
Ensamble final
MRP
Subensamble
Acabados de
manufactura
Fabricación
Materias
primas
Bienes
terminados
PMP
Ensamble final
JIT
Subensamble
Acabados de
manufactura
Fabricación
Materias
primas
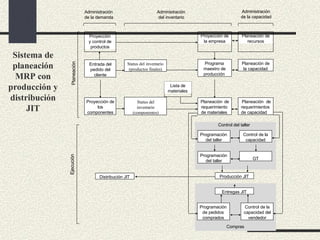
24.
Sistema de
planeación
MRP con
produccióny
distribución
JIT
Proyección
y control de
productos
Administración
de la demanda
Entrada del
pedido del
cliente
Proyección de
los
componentes
Status del inventario
(productos finales)
Status del
inventario
(componentes)
Lista de
materiales
Proyección de
la empresa
Planeación
Programa
maestro de
producción
Planeación de
requerimiento
de materiales
Planeación de
recursos
Planeación de
requerimientos
de capacidad
Planeación de
la capacidad
Administración
del inventario
Administración
de la capacidad
Ejecución
Distribución JIT Producción JIT
Control del taller
Programación
del taller
Programación
del taller
Control de la
capacidad
GT
Compras
Entregas JIT
Programación
de pedidos
comprados
Control de la
capacidad del
vendedor
25.
Determinación del tamañode los lotes en los sistemas
MRP
Esta determinación es complicada. Los tamaños de los lotes son las
cantidades de partes emitidas en el recibo de pedidos planeados y
de expendición de pedidos planeados del MRP. Para las partes producidas
en la empresa, los tamaños de los lotes son las cantidades de producción
de los tamaños de las tandas. Para las partes compradas son las
cantidades ordenadas al proveedor. Los tamaños de los lotes, se
ajustan a los requerimientos de partes para uno o más periodos.
Las técnicas de determinación del tamaño de los lotes tratan de equilibrar los
costos de preparación de los pedidos y los costos de mantenimiento
asociados con satisfacer los requerimientos del MRP.
Las técnicas más comunes son:
Lote por lote (L4L)
Cantidad del pedido económico (EOQ)
Costo total mínimo (LTC)
Costo unitario mínimo (LUC)
26.
Ejemplo
Considere el siguienteproblema de determinación del tamaño de lote en un
programa MRP. Se indican los requerimientos netos para 8 semanas de
programación:
𝐶𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑎𝑟𝑡í𝑐𝑢𝑙𝑜 = 10 $
𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝑙𝑜𝑠 𝑝𝑒𝑑𝑖𝑑𝑜𝑠 𝑜 𝑑𝑒 𝑝𝑟𝑒𝑝𝑎𝑟𝑎𝑐𝑖ó𝑛 = 47 $
𝐶𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑠𝑒𝑚𝑎𝑛𝑎 𝑑𝑒 𝑚𝑎𝑛𝑡𝑒𝑛𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒𝑙
𝑖𝑛𝑣𝑒𝑛𝑡𝑎𝑟𝑖𝑜 = 0,5%
Semana 1 2 3 4 5 6 7 8
Requeri
mientos
50 60 70 60 95 75 60 55
27.
Lote por lote
Latécnica del lote por lote (L4L) es la más común. Ésta:
Fija los pedidos planeados para igualar con exactitud
los requerimientos netos.
Produce exactamente lo necesario cada semana sin tener
que trasladar a periodos futuros.
Minimiza el costo de mantenimiento.
No tiene en cuenta los costos de preparación ni las limitaciones
de capacidad.
28.
Tamaño de latanda lote por lote para un programa de MRP
(1)
Semana
(2)
Requerimi
entos
netos
(3)
Cantidad
de
producción
(4)
Inventario
final
(5)
Costo de
mantenimi
ento
(6)
Costo de
preparació
n
(7)
Costo total
1 50 50 0 0 47 47
2 60 60 0 0 47 94
3 70 70 0 0 47 141
4 60 60 0 0 47 188
5 95 95 0 0 47 235
6 75 75 0 0 47 282
7 60 60 0 0 47 329
8 55 55 0 0 47 376
29.
Cantidad económica delpedido
En un modelo EOQ debe existir una demanda claramente constante o una
reserva de seguridad que se ajuste a la variabilidad de la demanda.
Consiste en calcular el tamaño económico de pedido para equilibrar los
costos de preparación o pedido y el de mantenimiento anual.
La EOQ no se diseñó para un sistema con periodos de tiempo opuestos
como la MRP.
Las técnicas de determinación del tamaño de los lotes utilizadas para la MRP
suponen que los requerimientos de partes se satisfacen al comienzo del
periodo. Los costos de mantenimiento se le cargan luego al inventario final
para el periodo y no al inventario promedio como en el caso del modelo
EOQ.
La EOQ supone que las partes se utilizan sobre una base continua durante el
periodo.
Costo total mínimo
Elprocedimiento para calcular los tamaños de los lotes de costo
mínimo es comparar los costos de los pedidos y de
mantenimiento para diferentes números de semanas. Por
ejemplo, los costos se comparan para producir en la semana 1
para cubrir los requerimientos de esa semana; producir en la
semana 1 para las semanas 1 y 2; producir en la semana 1 para
cubrir las semanas 1, 2 y 3, etc. La selección correcta es el
tamaño del lote en el cual los costos de los pedidos y los de
mantenimiento sean aproximadamente iguales. En la Tabla, el
mejor tamaño del lote es de 335 porque un costo de
mantenimiento de 38 $ y un costo de pedidos de 47 están más
cerca que 56, 25 y 47 (9 versus 9,25). Este tamaño del lote
cubre solamente los números enteros de los periodos.
32.
Tamaño de latanda de costo total mínimo para un programa de MRP
Semanas
Cantidad
ordenada
Costo de
mantenimiento
Costo de mantenimiento
acumulado
Costo de
pedidos
Costo
total
1 50 0,00 0,00 47,00 47,00
1-2 110 3,00 3,00 47,00 50,00
1-3 180 7,00 10,00 47,00 57,00
1-4 240 9,00 19,00 47,00 66,00
1-5 335 19,00 38,00 47,00 85,00
1-6 410 18,75 56,75 47,00 103,75
1-7 470 18,00 74,75 47,00 121,75
1-8 525 19,25 94,00 47,00 141,00
6 75 0,00 0,00 47,00 47,00
6-7 135 3,00 3,00 47,00 50,00
6-8 190 5,50 8,50 47,00 55,50
Semana
Requerimientos
netos
Cantidad de la
producción Inventario final
Costo de
mantenimiento
Costo de
preparación Costo total
Costo
acumulado
1 50 335 285 14,25 47 61,25 61,25
2 60 0 225 11,25 0 11,25 72,5
3 70 0 155 7,75 0 7,75 80,25
4 60 0 95 4,75 0 4,75 85
5 95 0 0 0 0 0 85
6 75 190 115 5,75 47 52,75 137,75
7 60 0 55 2,75 0 2,75 140,5
8 55 0 0 0 0 0 140,5
33.
Costo unitario mínimo
Estaes una técnica dinámica de determinación del tamaño de
los lotes que añade los costos de los pedidos y de
mantenimiento del inventario a cada tamaño de lote de prueba y
los divide por el número de unidades de cada tamaño,
escogiendo el tamaño del lote que tenga el costo unitario más
bajo. La Tabla calcula el costo unitario para los lotes del pedido
para satisfacer las necesidades de las semanas 1 a 8. Cabe notar
que el mínimo se presentó cuando la cantidad 410, ordenada en
la semana 1, era suficiente para cubrir las semanas 1 a 6. El
tamaño de lote planeado para la semana 7 cubre hasta el final
del horizonte de planeación.
Selección del mejortamaño de lote
El costo más bajo comparando los cuatro métodos se obtuvo
utilizando el método del costo total mínimo (140,5 $). Si
hubiera más de 8 semanas, el costo más bajo podría ser
diferente.
La ventaja del método del costo unitario mínimo es que es un
análisis más completo y tendría en cuenta los costos de los
pedidos o de preparación que pueden cambiar en la medida en
que el tamaño del pedido se incrementa. Si los costos de los
pedidos o de preparación permanecen constantes, el método del
costo total más bajo es más atractivo porque es más sencillo y
más fácil de calcular; sin embargo, sería justamente tan exacto
bajo esa restricción.