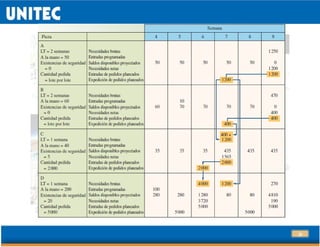
1. El documento describe el proceso de planificación de requerimientos de materiales (MRP) para una compañía que fabrica medidores eléctricos. 2. Incluye la demanda pronosticada, el programa maestro de producción, la lista de materiales y el registro de inventarios. 3. Calcula los requerimientos de materiales para satisfacer la demanda de tres meses usando el método MRP de "explosión" nivel por nivel.