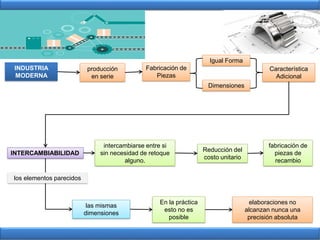
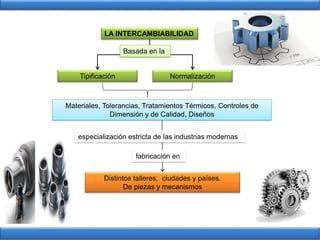
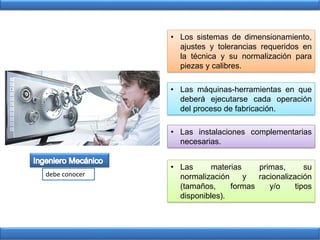
Este documento trata sobre la importancia de la normalización, la intercambiabilidad y los sistemas de tolerancias en la fabricación moderna. Explica que la normalización de materiales, dimensiones y procesos permite la intercambiabilidad de piezas fabricadas en diferentes lugares. También describe los conceptos de tolerancias dimensionales y geométricas, y los sistemas de ajustes con juego y aprieto utilizados para definir las tolerancias entre ejes y agujeros.






























![23330255 sesion-3-ajustes-y-tolerancias[1] (2)](https://cdn.slidesharecdn.com/ss_thumbnails/23330255-sesion-3-ajustes-y-tolerancias12-101022105920-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![23330255 sesion-3-ajustes-y-tolerancias[1] (2)](https://cdn.slidesharecdn.com/ss_thumbnails/23330255-sesion-3-ajustes-y-tolerancias12-101029081922-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)













