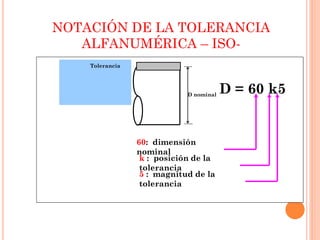
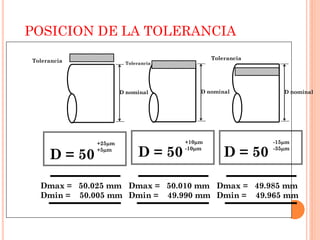
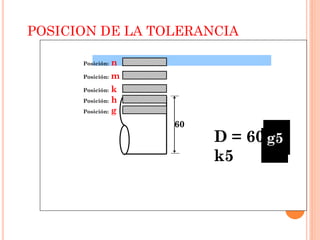
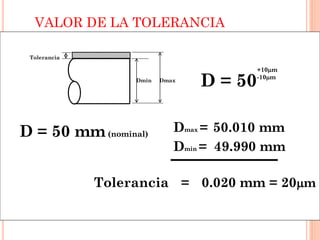
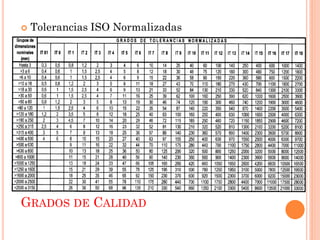
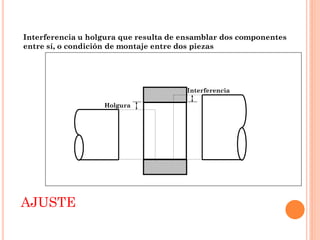
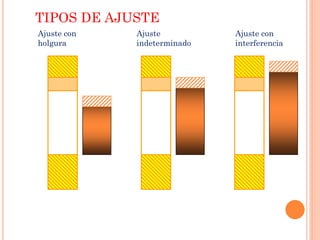
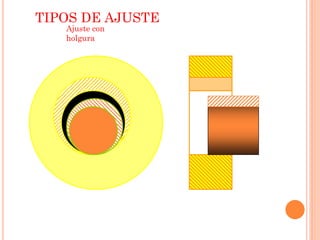
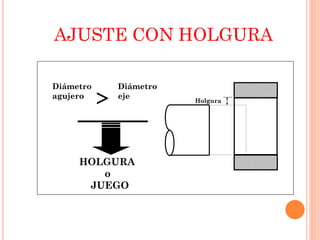
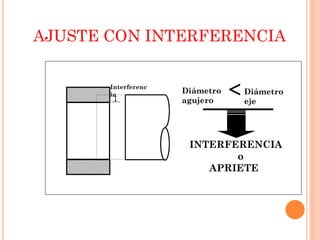
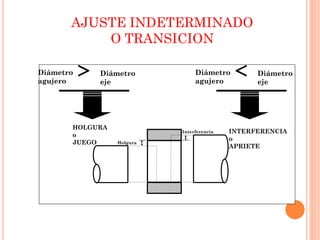
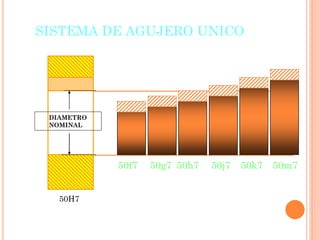
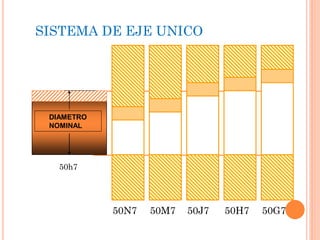
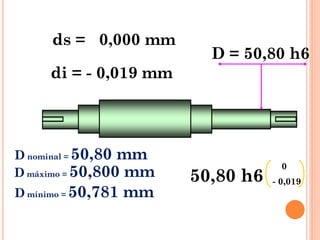
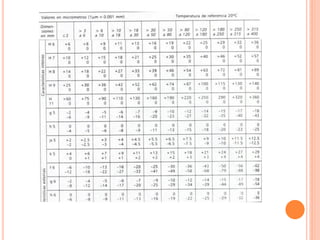
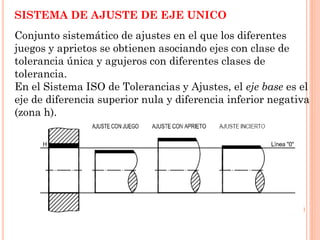
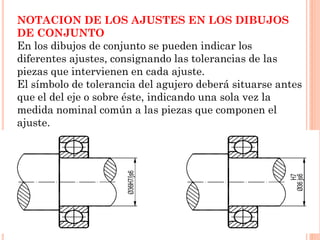
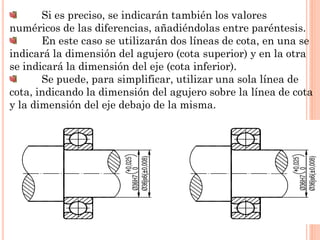
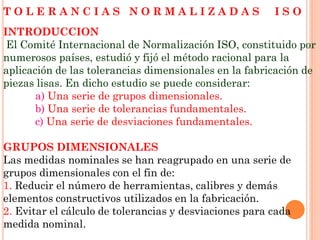
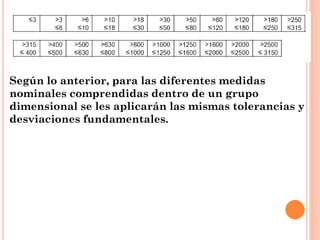
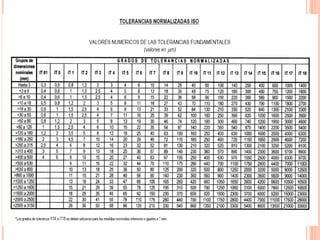
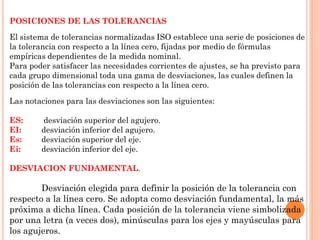
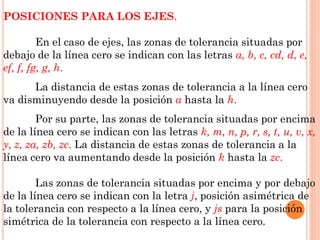
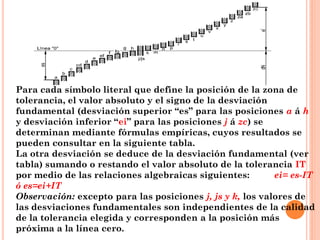
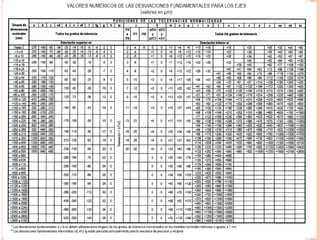
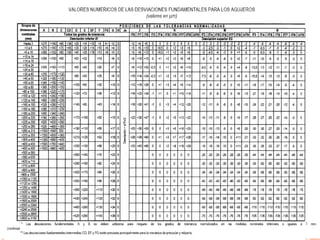
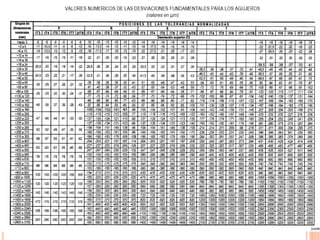
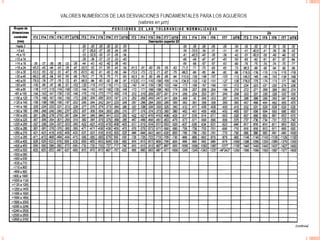
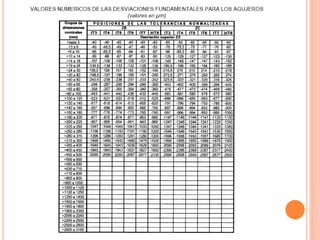
Este documento define conceptos clave relacionados con la metrología y los ajustes mecánicos. Explica qué es un ajuste, los tipos de ajustes (con holgura, con interferencia e indeterminado), y define términos como juego, apriete, tolerancia de ajuste y tolerancia dimensional. También describe los sistemas de ajuste de agujero único y eje único establecidos por ISO, y resume las tolerancias normalizadas ISO incluyendo grupos dimensionales, tolerancias fundamentales y posiciones de tolerancias.
































![23330255 sesion-3-ajustes-y-tolerancias[1] (2)](https://cdn.slidesharecdn.com/ss_thumbnails/23330255-sesion-3-ajustes-y-tolerancias12-101022105920-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)





![23330255 sesion-3-ajustes-y-tolerancias[1] (2)](https://cdn.slidesharecdn.com/ss_thumbnails/23330255-sesion-3-ajustes-y-tolerancias12-101029081922-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)










