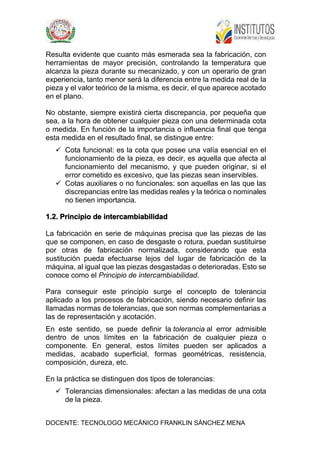
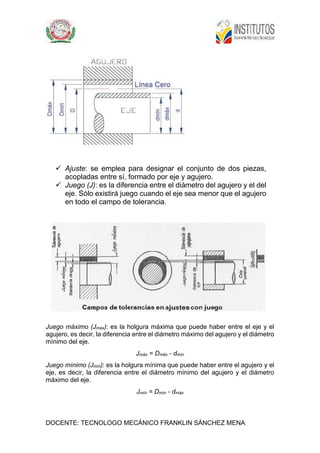
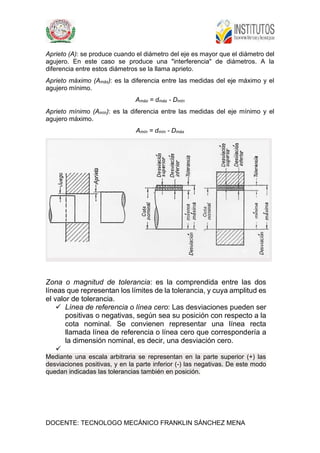
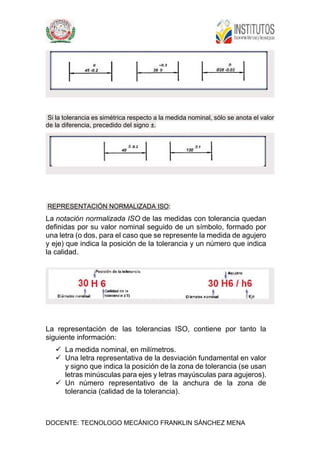
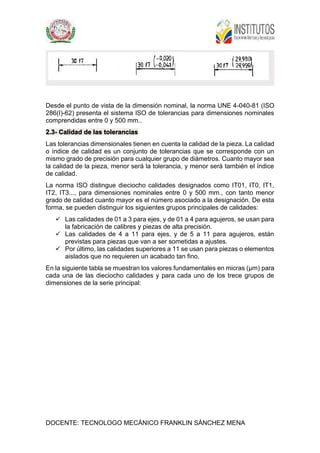
Este documento trata sobre ajustes y tolerancias en procesos de mecanizado. Explica conceptos clave como tolerancia dimensional, que representa el margen de error permitido entre la medida nominal y real de una pieza. También describe sistemas de ajustes que definen la relación entre agujeros y ejes, como juego, que es la diferencia entre sus diámetros, y aprieto, que ocurre cuando el diámetro del eje es mayor. Por último, detalla la representación normalizada ISO de tolerancias y ajustes.