Descargado 12 veces


















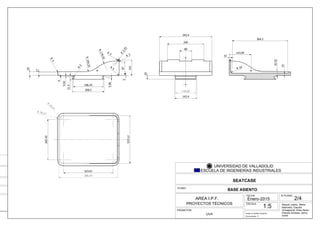
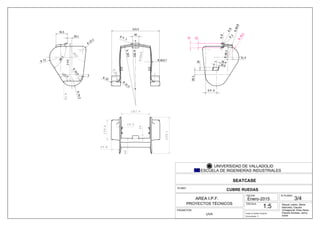
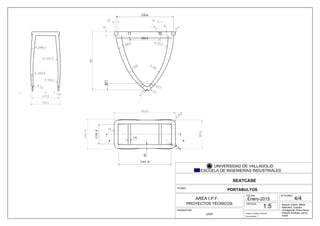
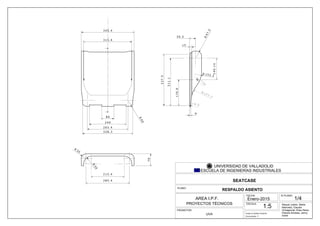

El documento describe el proceso de diseño y fabricación de una silla infantil para bicicletas, enfocándose en la ergonomía y sostenibilidad. Se analizan las características del mercado, los objetivos de marketing, y se propone un diseño innovador que prioriza la estética y funcionalidad. Además, se detalla el uso de materiales y procesos de fabricación que buscan minimizar el impacto ambiental.


































