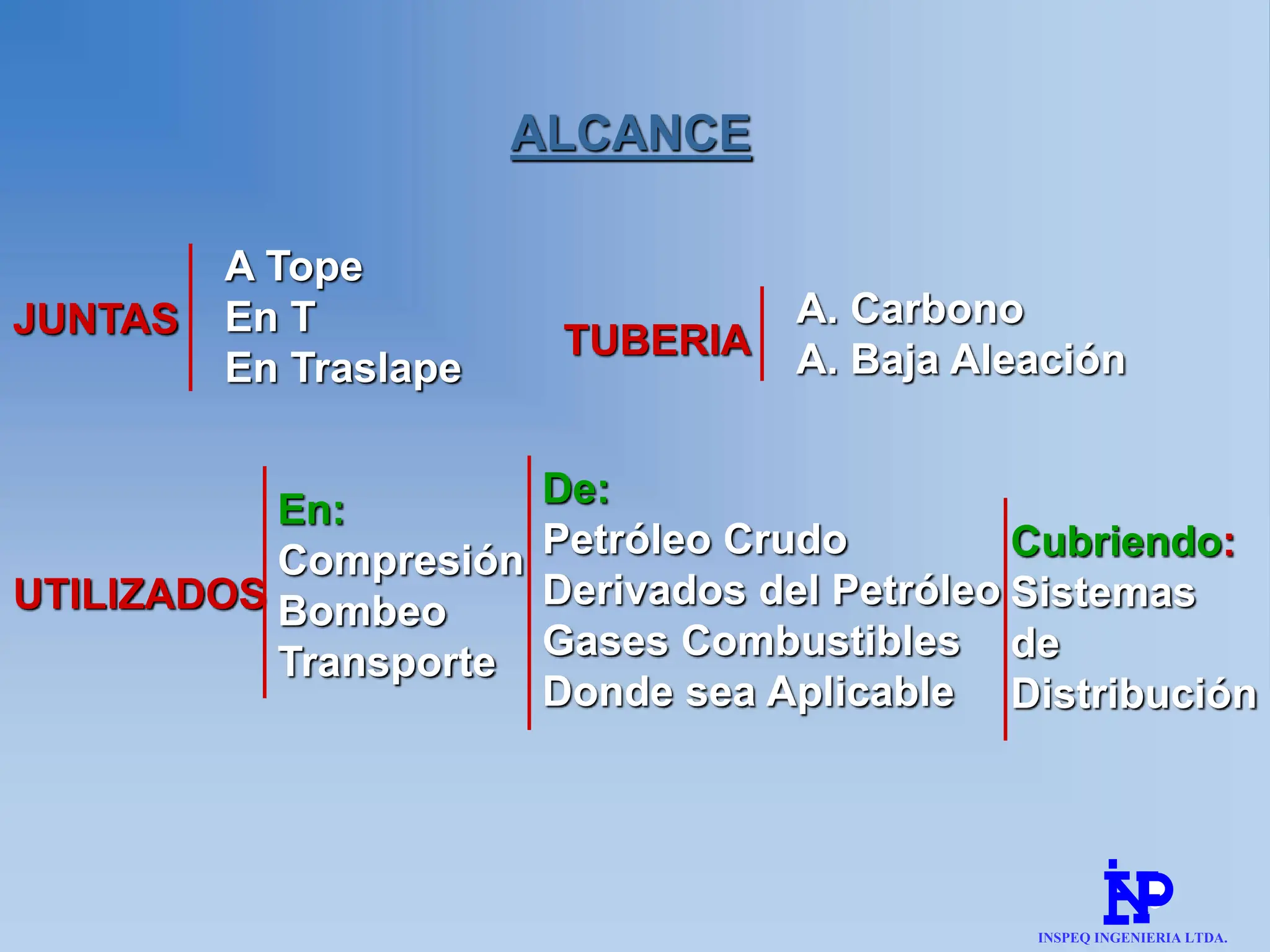
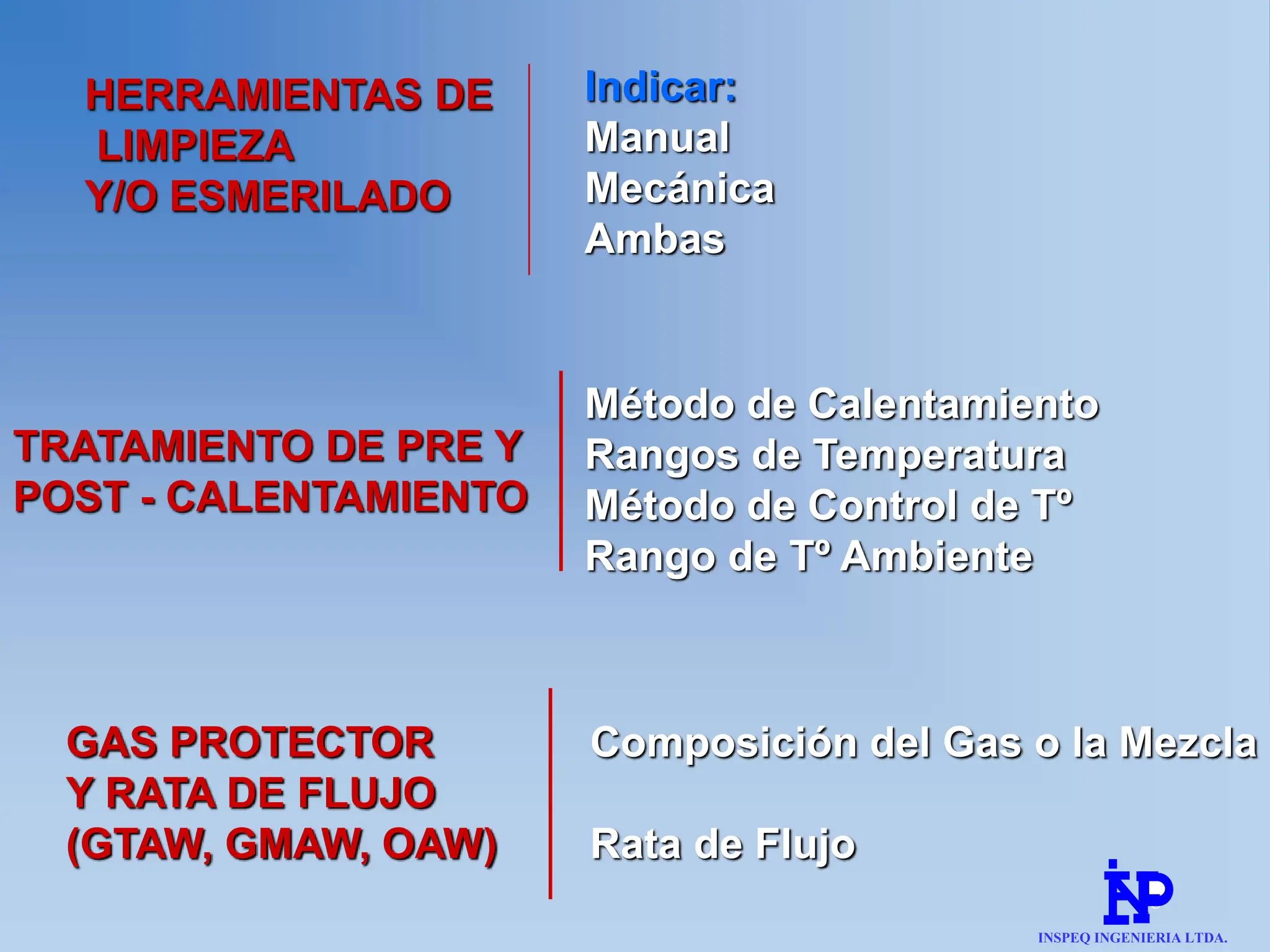
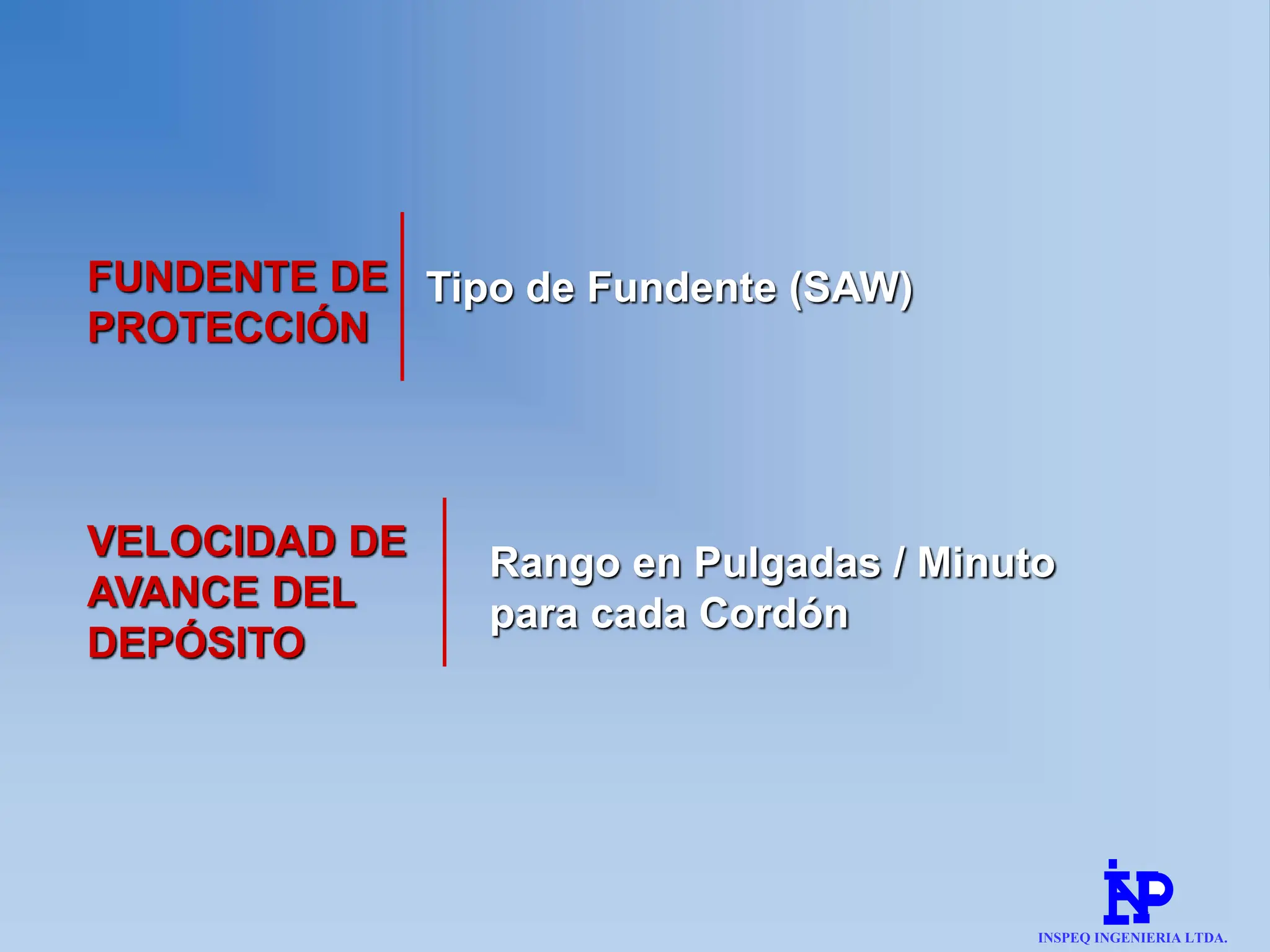
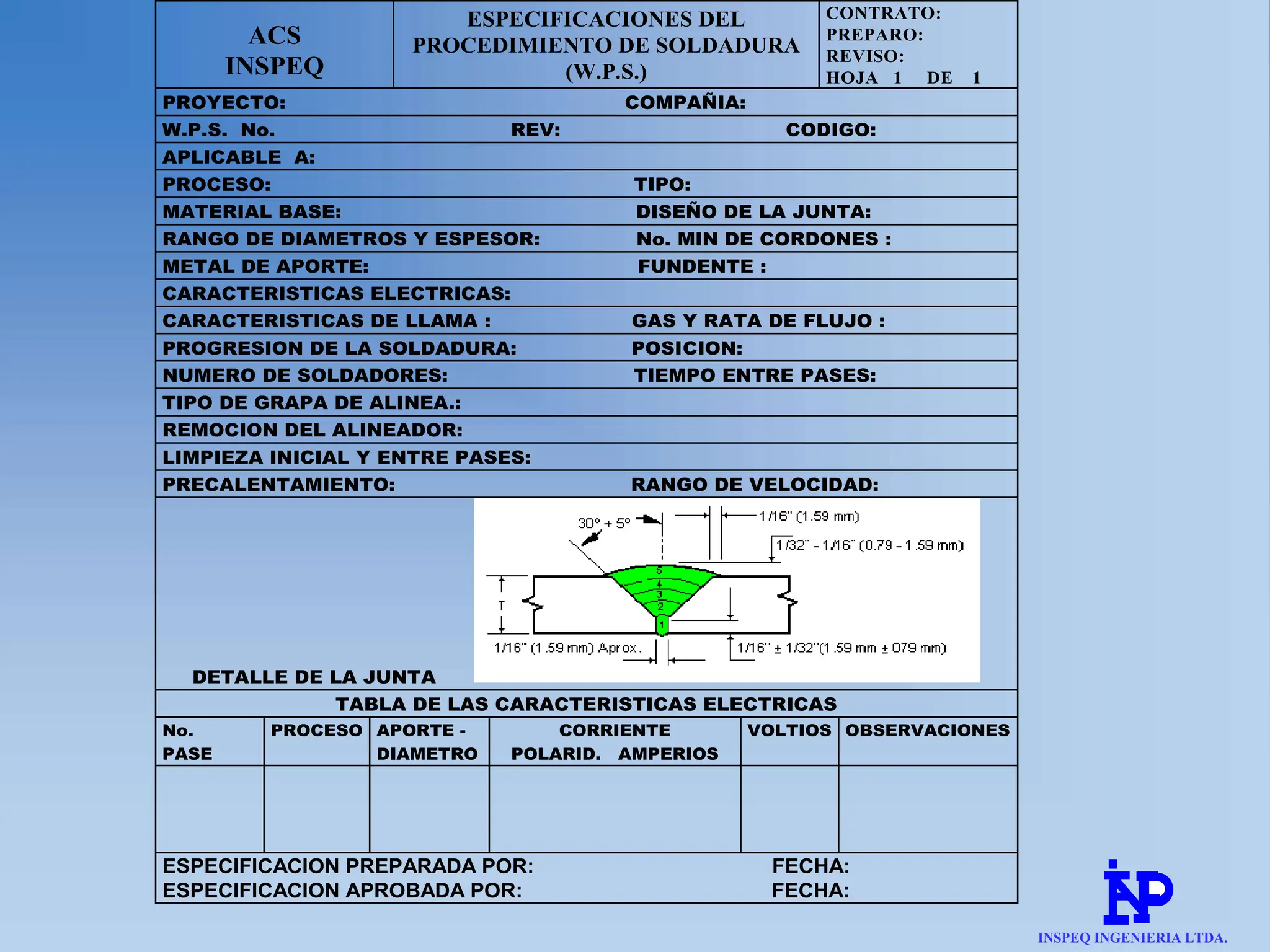
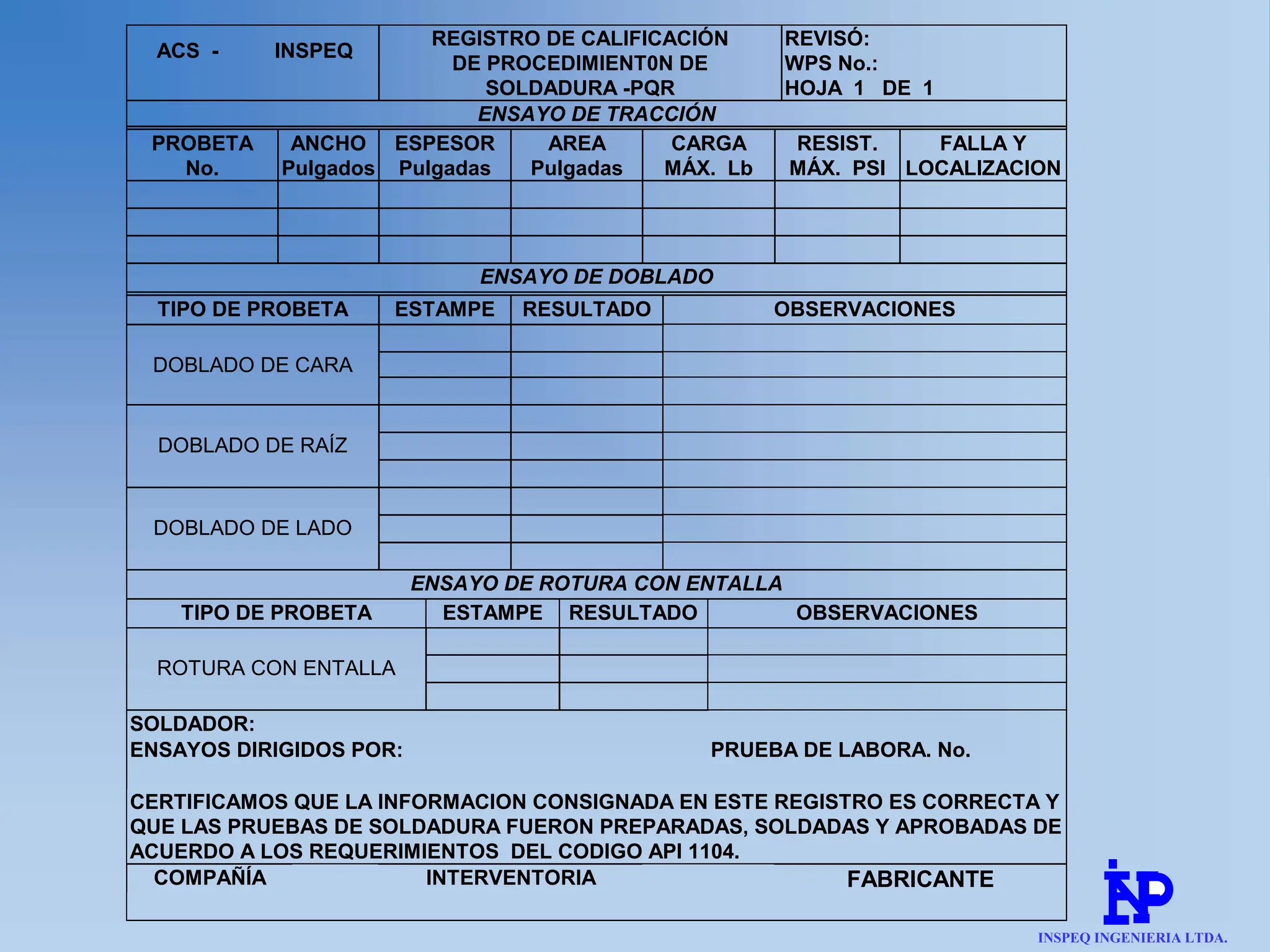
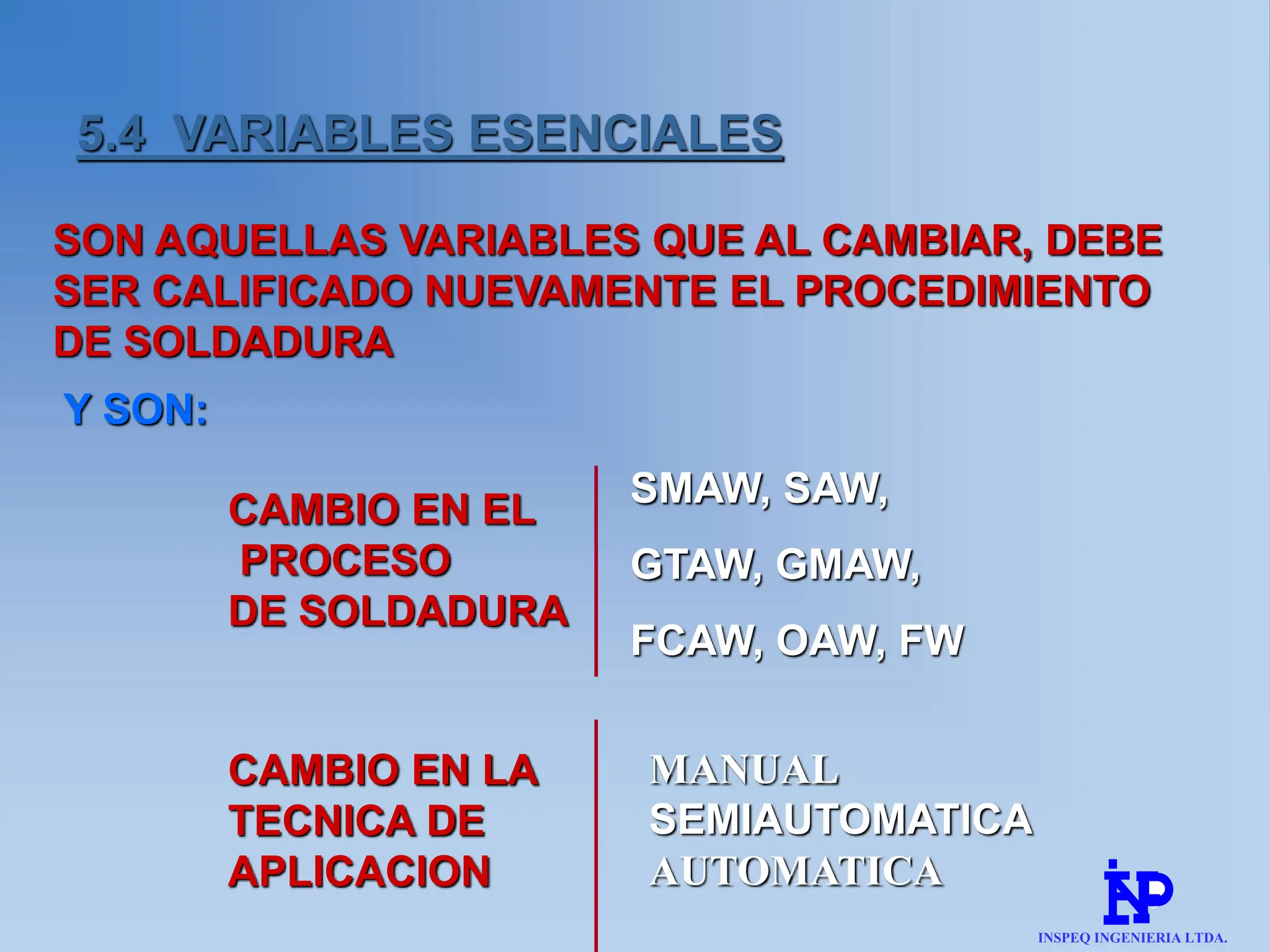
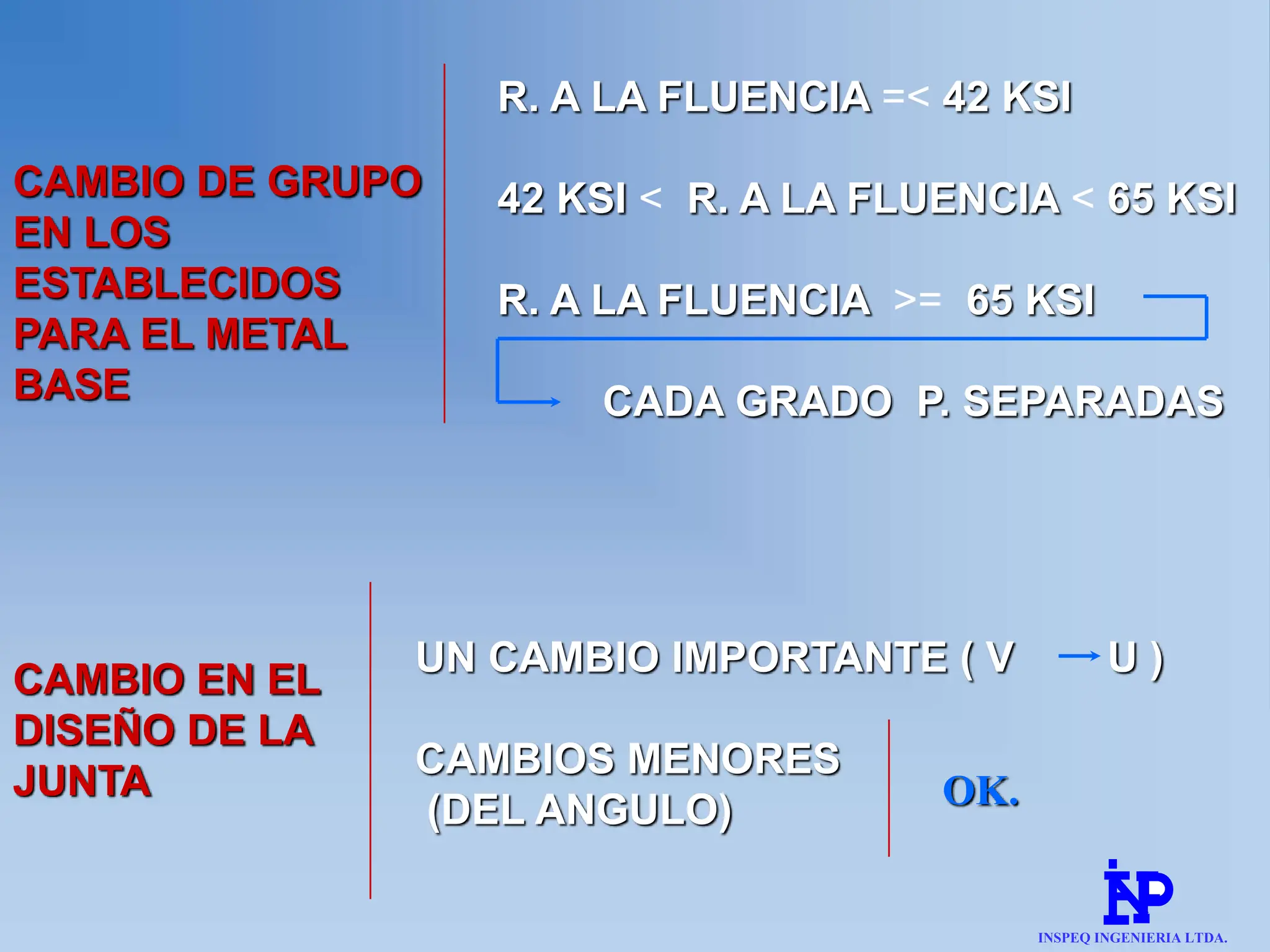
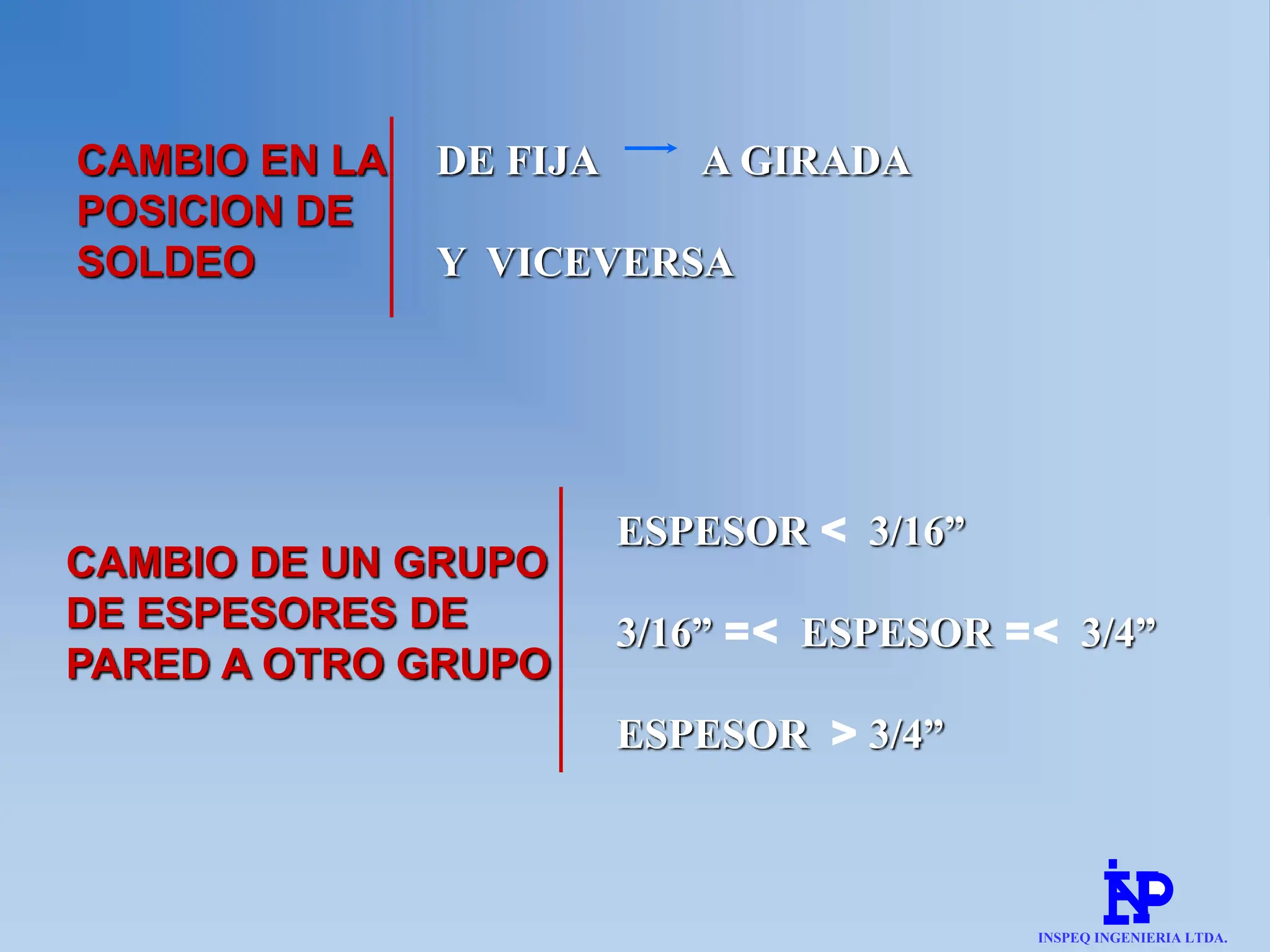
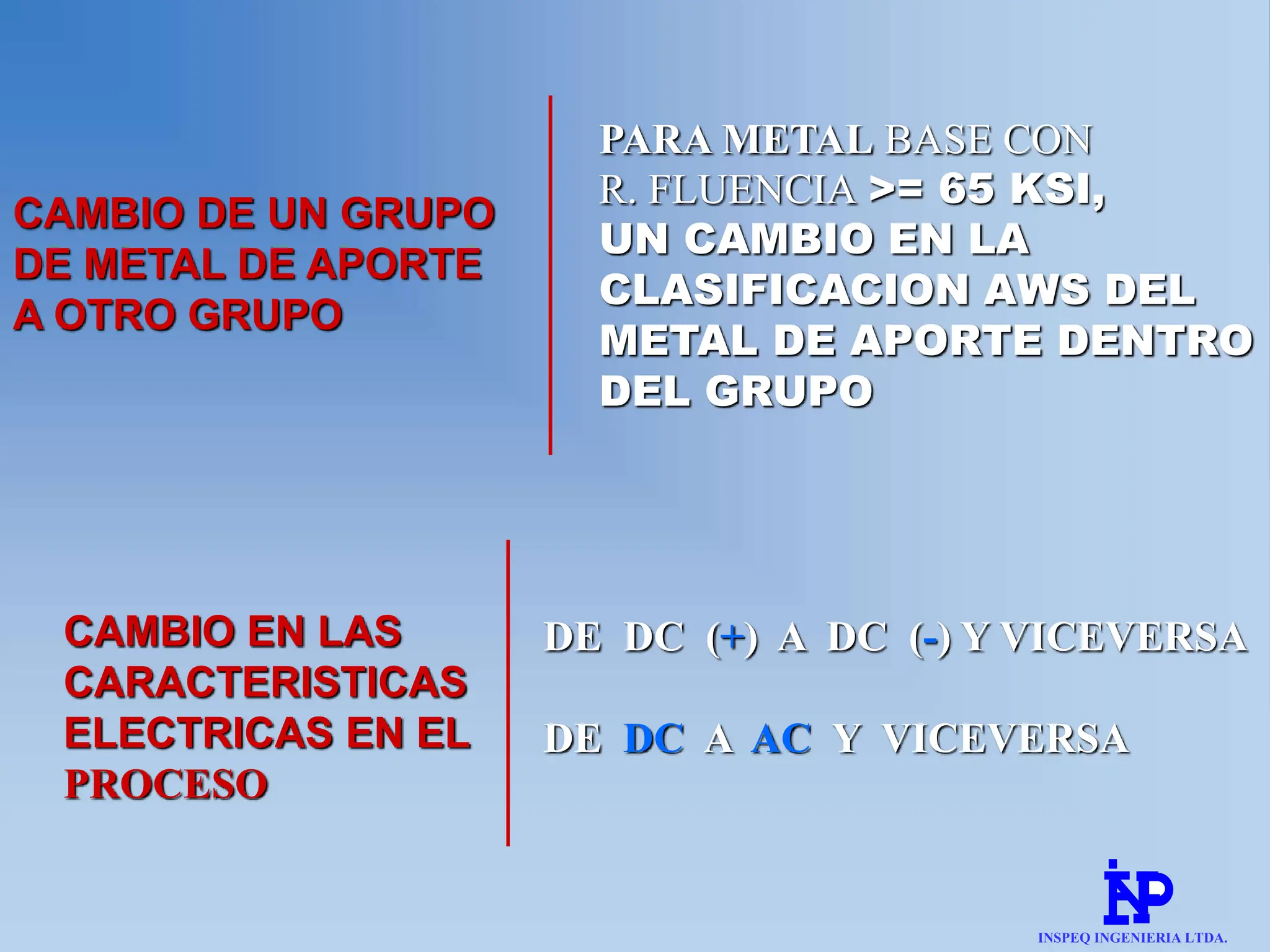
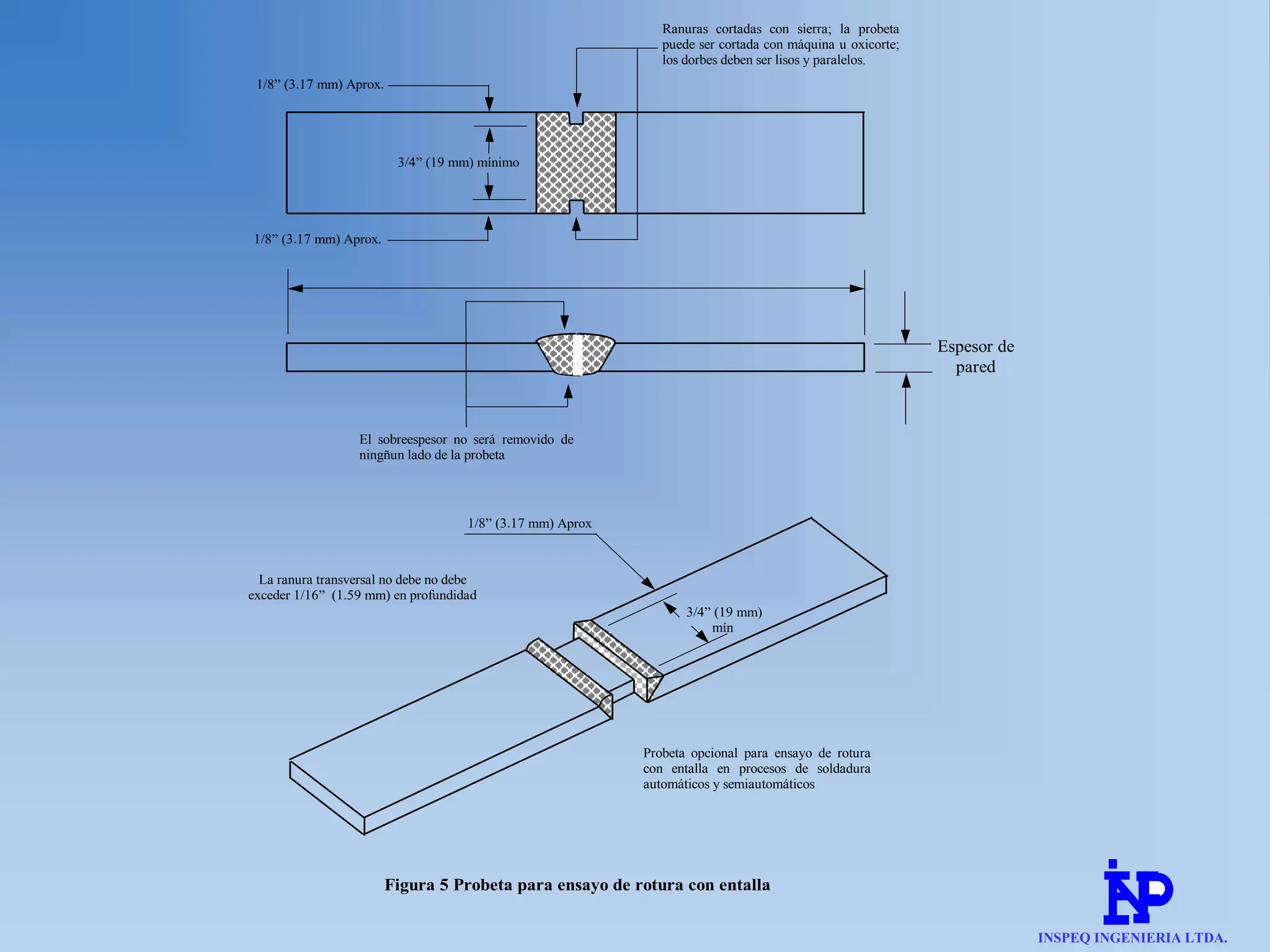
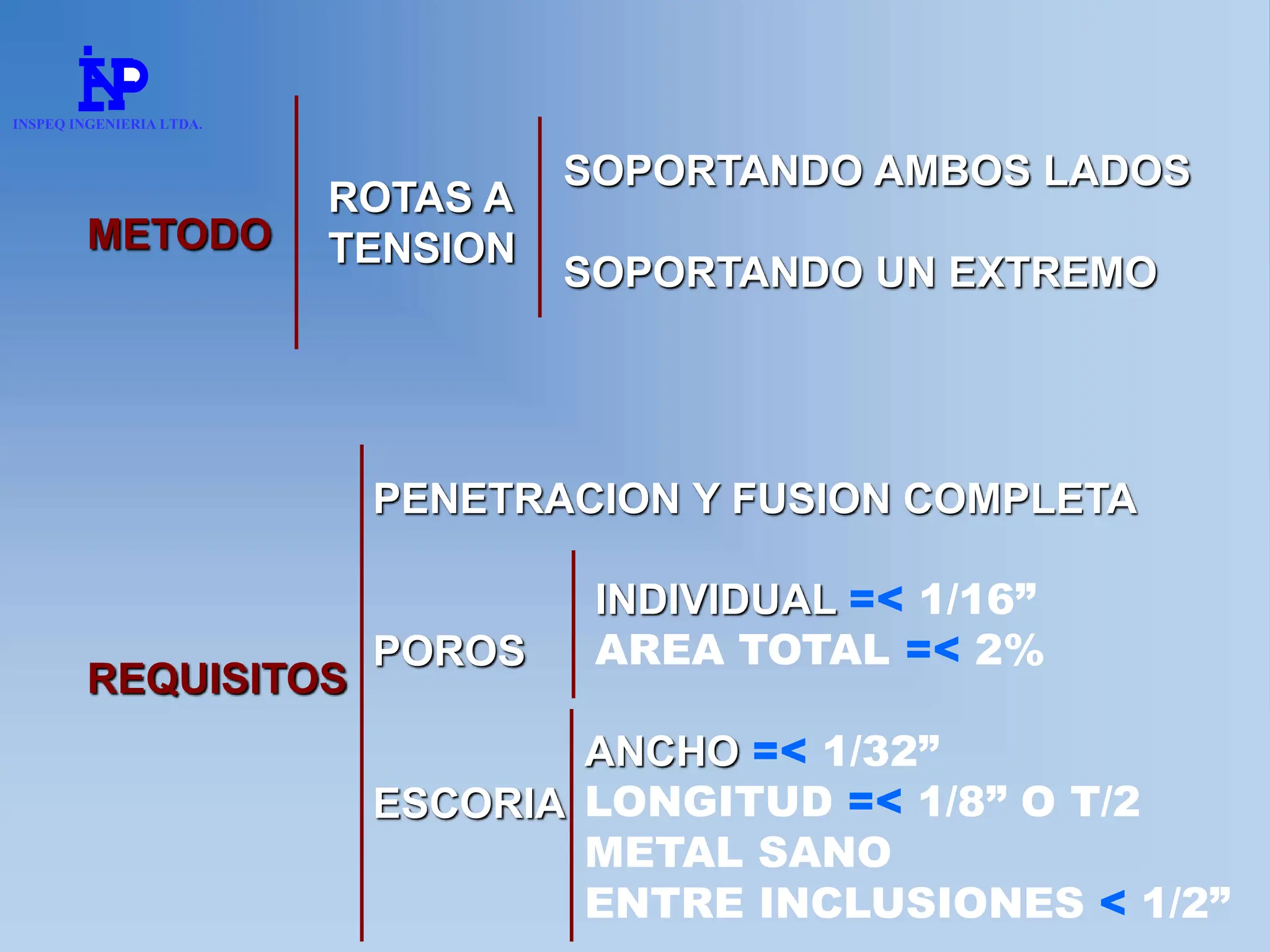
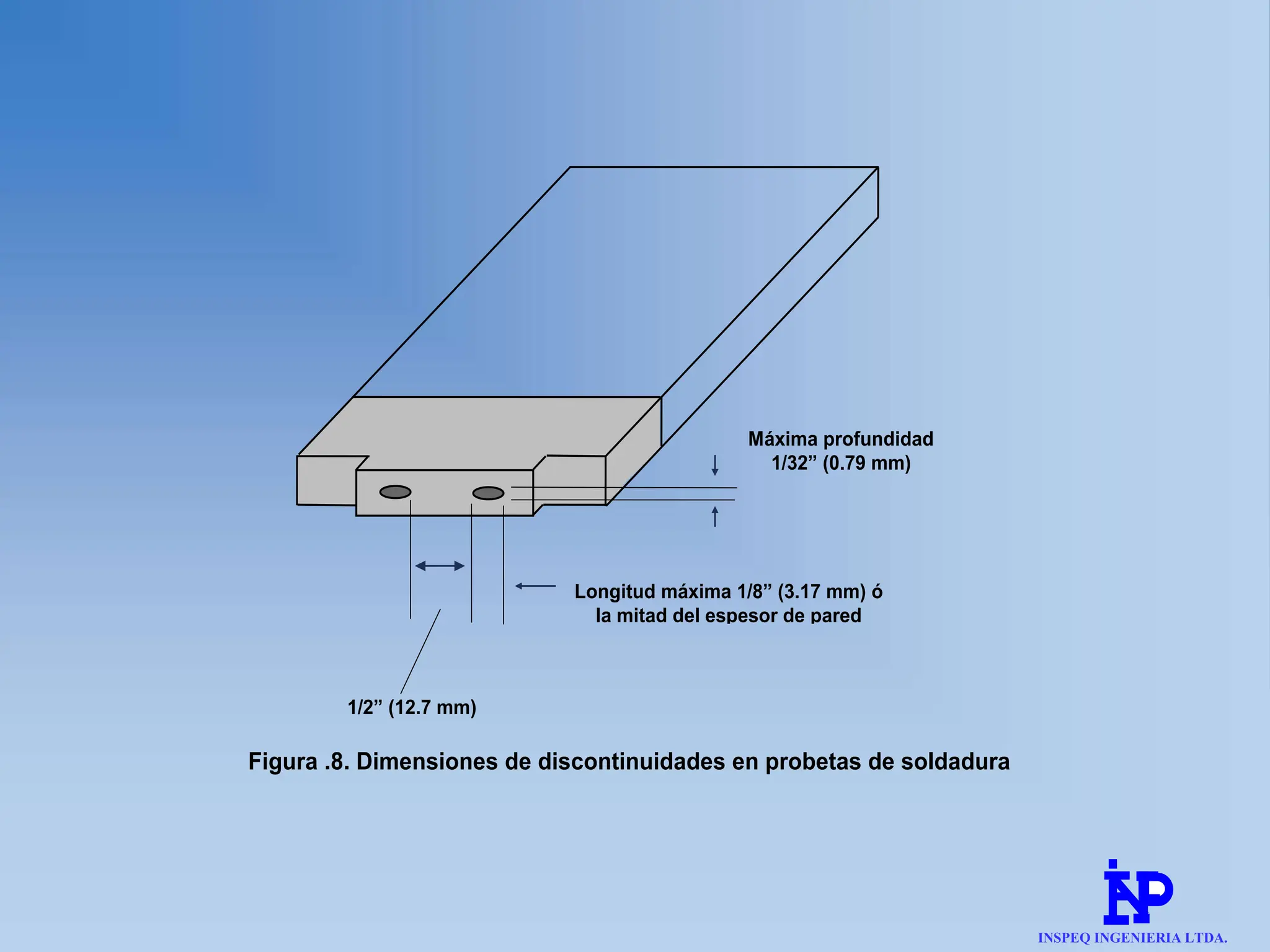
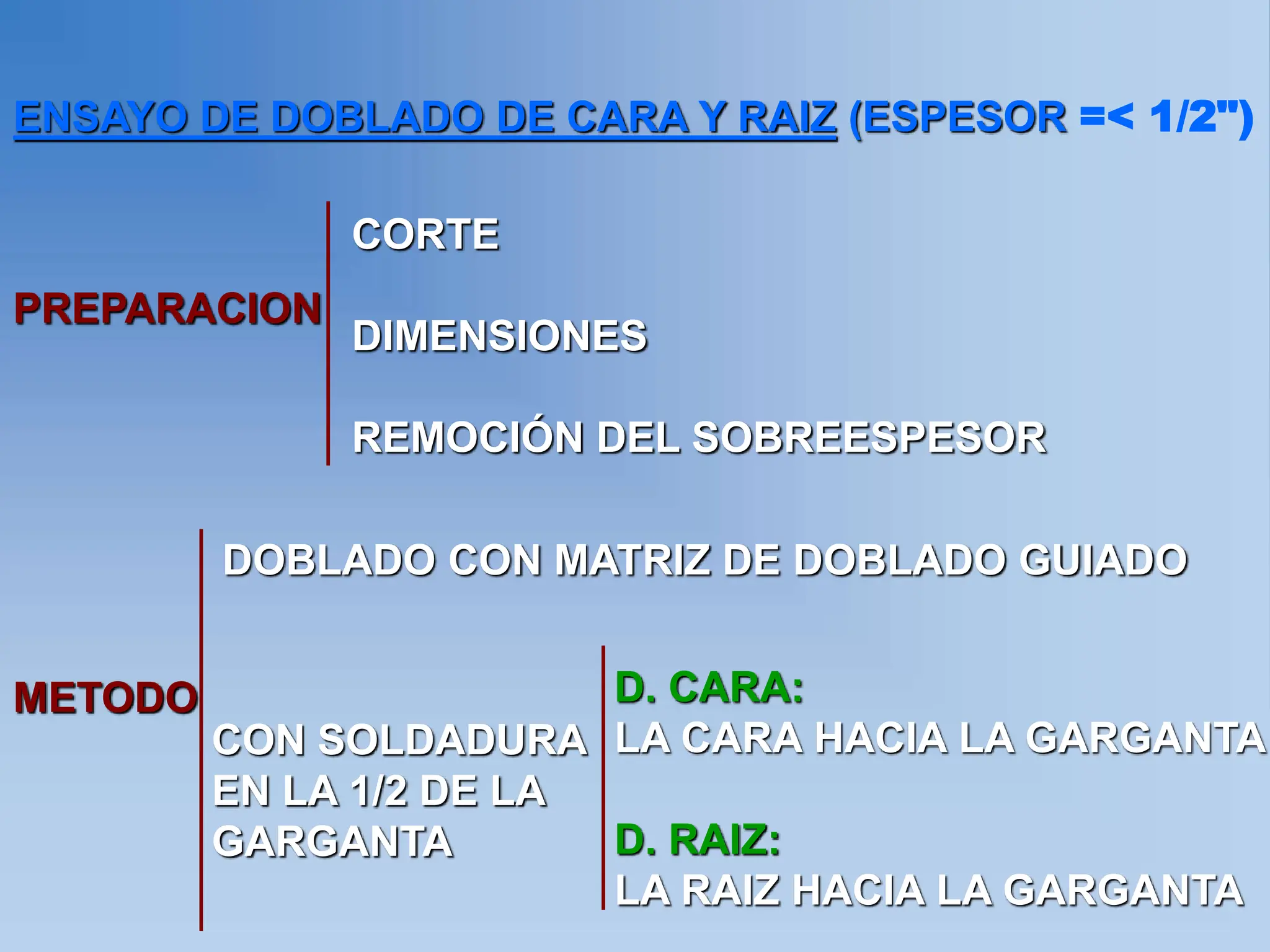
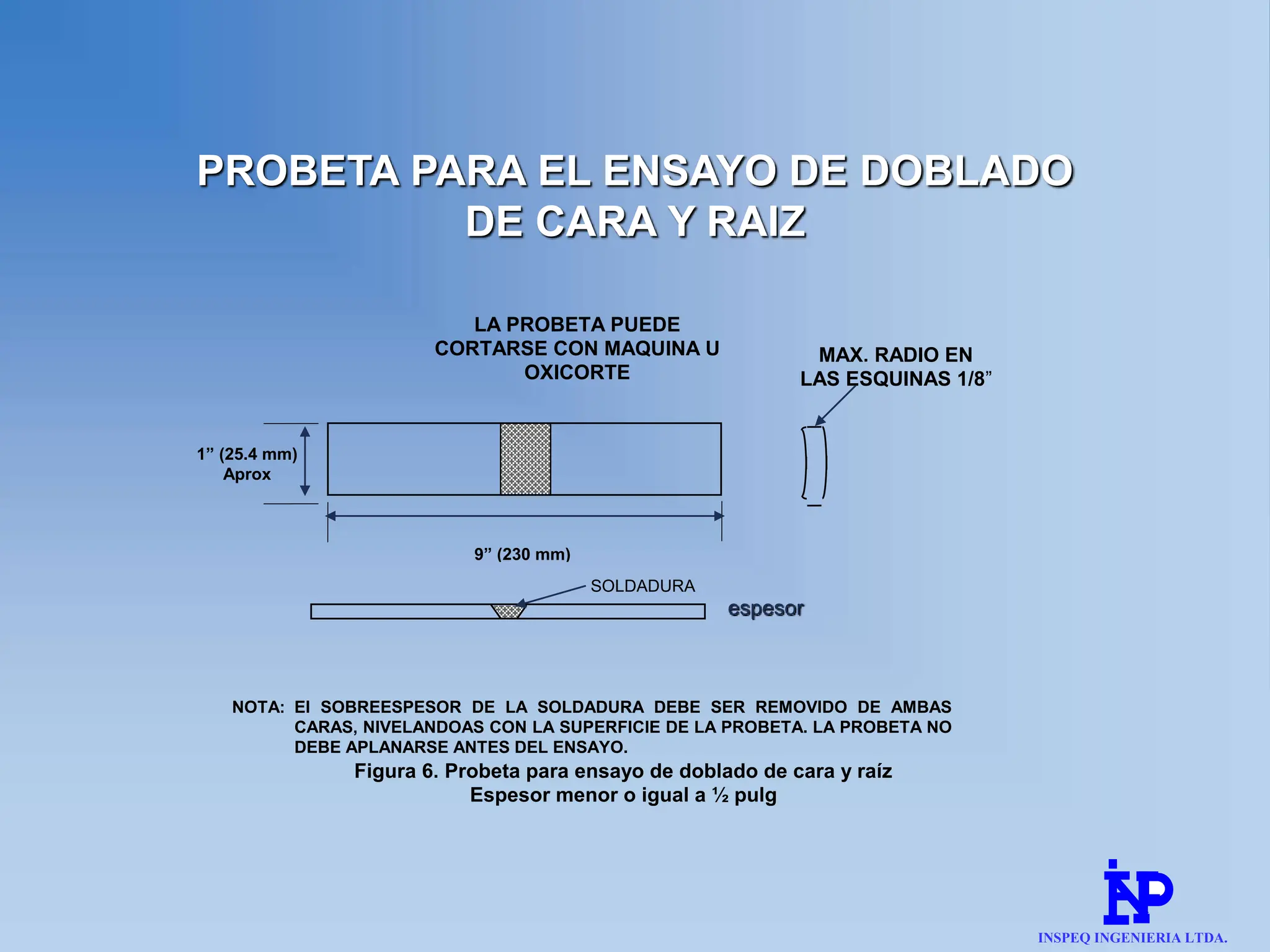
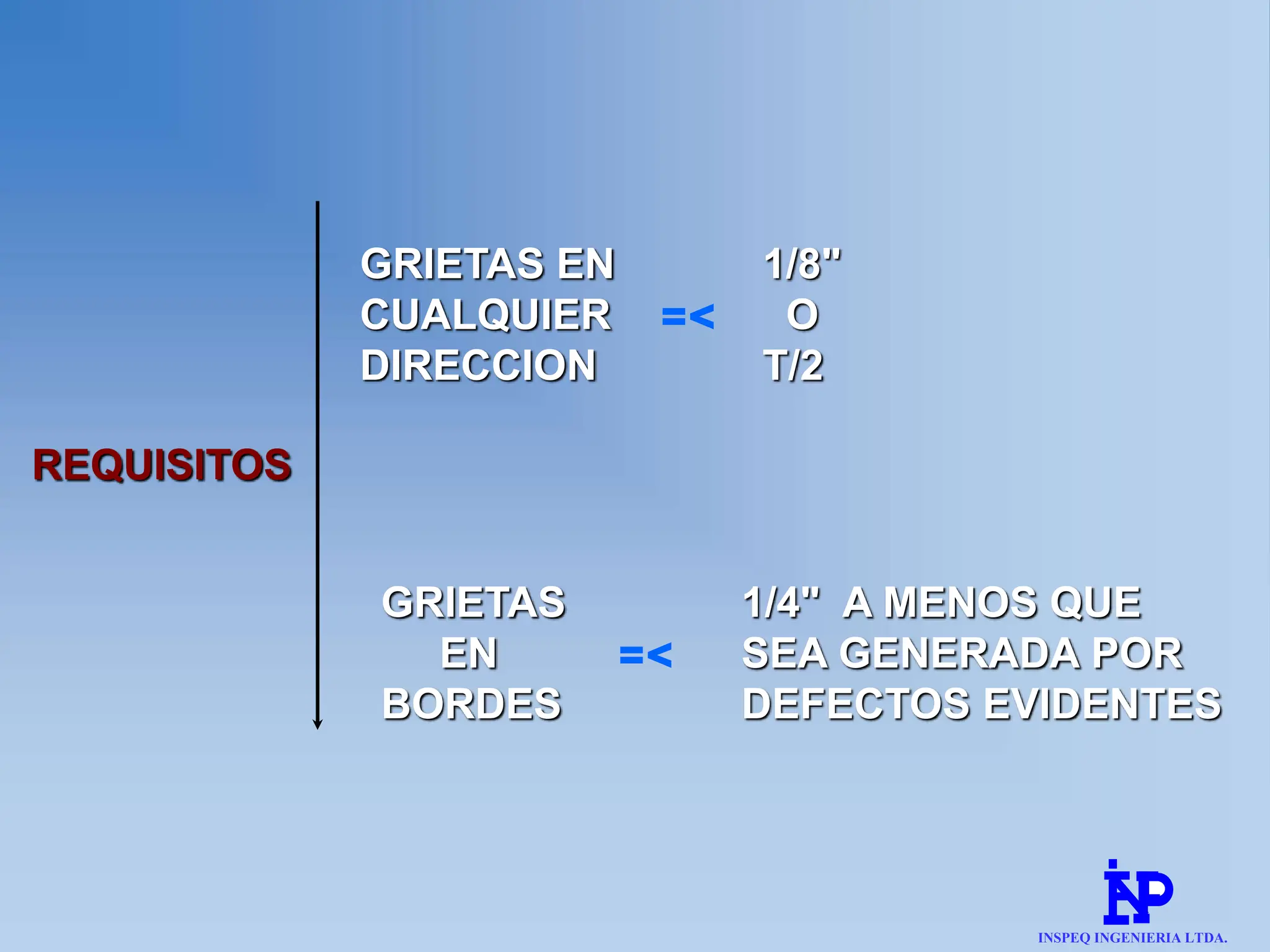
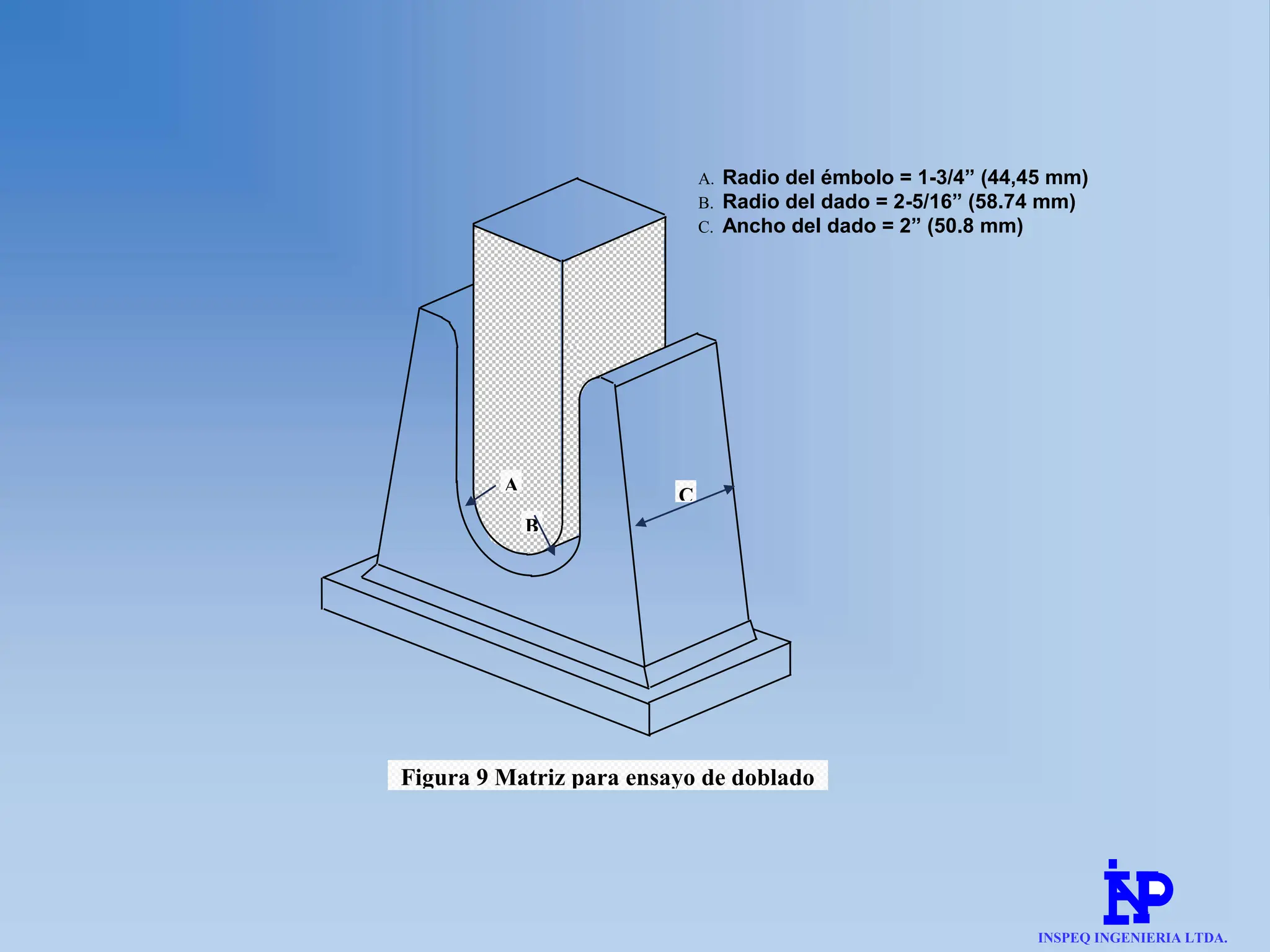
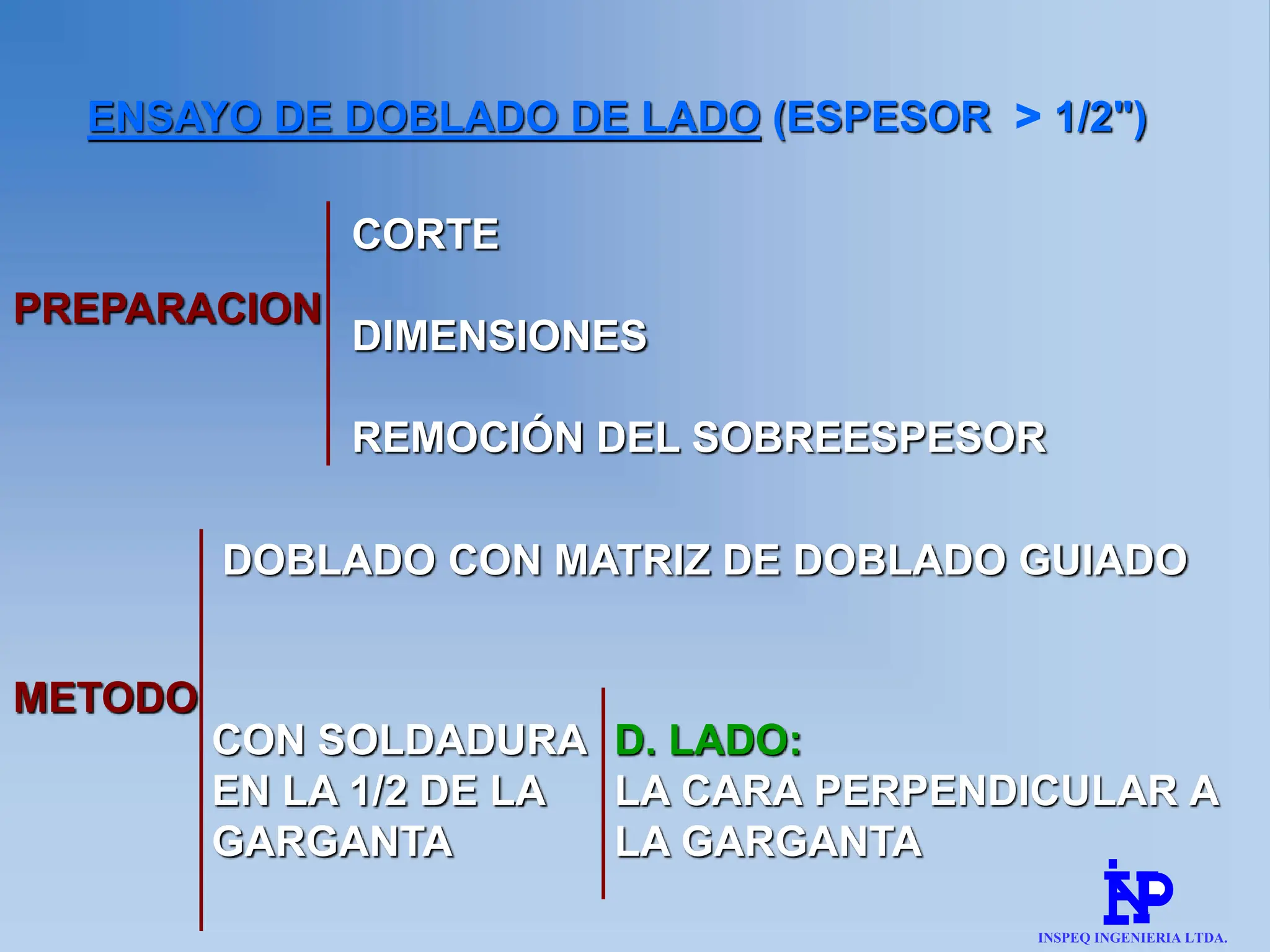
El documento detalla los requisitos de calificación de procedimientos de soldadura según el código API 1104, abarcando aspectos como la calificación de soldadores y operadores, y la realización de ensayos destructivos y no destructivos. Se enfatiza la importancia de especificaciones para garantizar la calidad y seguridad en la construcción de tuberías para el transporte de gas y petróleo. Además, se definen las variables esenciales que requieren recalificación del procedimiento ante cambios significativos.