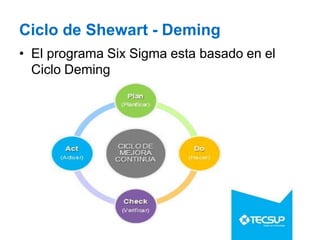
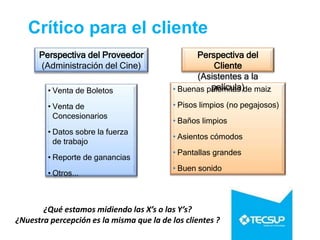
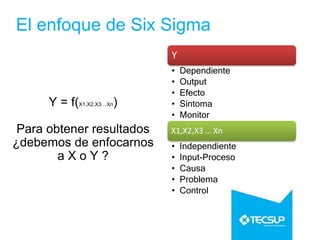
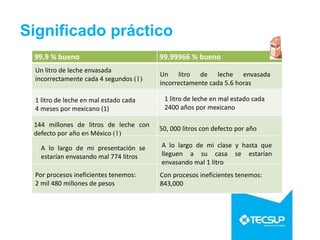
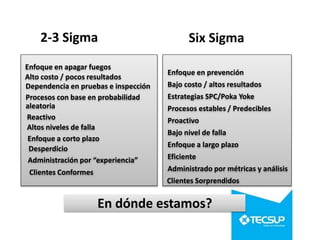
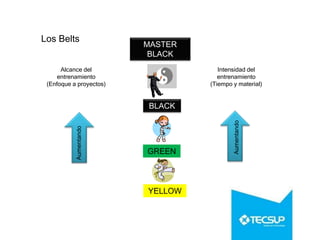
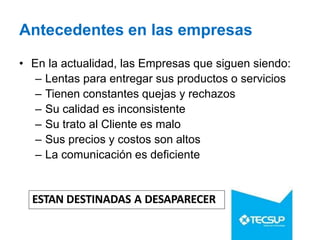
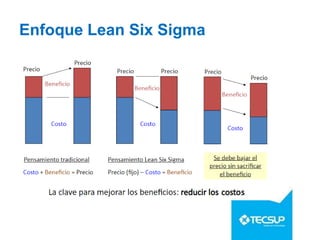
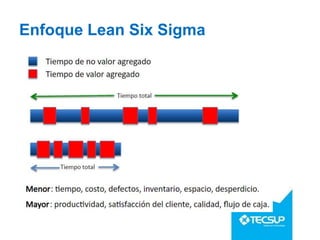
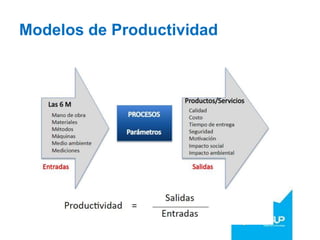
Este documento presenta los conceptos básicos de Lean Six Sigma. Explica que Six Sigma es una metodología para mejorar procesos con enfoque en satisfacer las expectativas de los clientes y reducir la variación. También describe los pilares de Six Sigma como el enfoque en el cliente, reducir la variación y usar una metodología estandarizada para resolver problemas. Finalmente, introduce conceptos clave de Lean como eliminar desperdicios, nivelar la producción y reducir sobrecargas.













![Entendiendo Kaizen
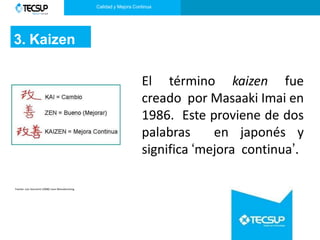
Fu zen.
[Presentación PowerPoint]. Recuperado de https://goo.gl/LjGfnB, p. 15.
• mejora continua;
• trabajar de manera más
inteligente;
• creatividad antes que el
capital;
• trabajo seguro;
• enfocado a toda la
empresa;
• hecho a través de equipos;
• aprovechamiento del
capital intelectual.
ente: Silva, L. (2012). Incremente la
• solo un programa;
• trabajo duro;
• algo que presupuestar;
• productividad antes que la
seguridad;
• enfocado solo a la
manufactura;
• un trabajo individual;
• eliminar trabajo y
oportunidades.
productividad utilizando eventos kai
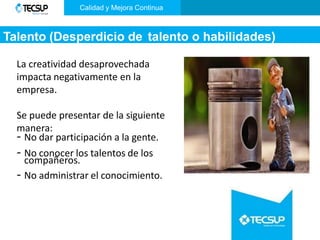
Según Silva (2012), para entender la filosofía kaisen, se debe contemplar lo siguiente:
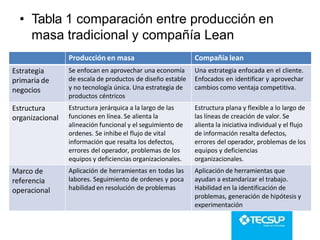
Tabla 1. Cuadro comparativo sobre la filosofía kaisen
Calidad y Mejora Continua](https://image.slidesharecdn.com/unidad1-220803024611-c32b2395/85/unidad-1-pptx-47-320.jpg)