
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Proteccion de la corrosion
Similar a Proteccion de la corrosion (20)
Último
Último (20)
Proteccion de la corrosion
- 1. PROTECCION CONTRA LA CORROSIÓN 1. JUSTIFICACION: En la actualidad se trabaja mucho en los tratamientos o protecciones contra la corrosión, sobre todo en la industria automovilística. La protección contra la corrosión en tanques, tuberías y construcciones mecánicas enterradas, sumergidas, o que contengan un fluido conductor. Consiste en aislar eléctricamente dichos elementos para eliminar el paso de las corrientes de corrosión, y en instalar circuitos de protección catódica como complemento imprescindible para eliminar la corrosión en toda la superficie en contacto con este medio. Básicamente todos los métodos que existen para lograr controlar la corrosión de los materiales metálicos, son intentos para interferir con el mecanismo de corrosión, de tal manera que se pueda hacer que éste sea lo más ineficiente posible. Por ejemplo, disminuyendo el flujo de electrones entre los componentes metálicos de la celda de corrosión por el aumento de la resistencia eléctrica del metal, de alguna manera disminuiría la corriente de corrosión y, por tanto, la velocidad de corrosión. Esto no es practicable generalmente, pero disminuir el flujo de corriente en el componente electrolítico de la celda de corrosión produciría el mismo efecto, y esto sí es practicable. 2. OBJETIVO: 2.1. Conocer que métodos existen para la protección contra la corrosión.
- 2. 2.2. Determinar bajo que características se realiza cada método. 3. MARCO TEÓRICO: Intervienen tantos factores en el fenómeno de la corrosión, que es imposible proteger de ella a todos los metales. Para aquellos que es posible, deberán tenerse en cuenta las siguientes circunstancias para poder determinar la protección adecuada: • Clase y estado del metal (composición, estructura, impurezas, elaboración, tratamientos, etc.). • Medio en que se encuentra (naturaleza, concentración, pH o índice de acidez, presión, temperatura, etc.). • Contacto entre el metal y el medio (forma de la pieza, estado de la superficie, etc.). Los procedimientos empleados para proteger contra la corrosión se pueden clasificar en cinco grupos a saber: 1. Por recubrimientos metálicos (electrolisis, inmersión, mentalización, cementación y chapado). 2. Por recubrimientos no metálicos 3. Por empleo de inhibidores. 4. Por empleo de pasivadores. 5. Protección catódica. 1. RECUBRIMIENTOS METÁLICOS: Estas protecciones se basan en el hecho, ya indicado, de que al poner dos metales en contacto, en presencia de una disolución, se produce la co- rrosión de uno de ellos. Si se recubre el hierro con un metal situado debajo de él en la serie electroquímica (Al, Zn, Cd, Mg),
- 3. será éste el que sufra la corrosión; y lo contrario sucederá con un metal situado encima (Sn, Cu, Ni), sufriéndola entonces el hierro. Por ello, es preciso un recubrimiento lo más perfecto posible, exento de fisuras y poros por los cuales se iniciaría la corrosión interior. En todos los casos de recubrimientos metálicos deben prepararse las superficies de las piezas mediante operaciones previas de desengrase y decapado. El desengrase tiene por objeto eliminar las sustancias grasas de que están recubiertas frecuentemente las piezas. Para lograrlo, se sumerge a éstas en baños de productos desengrasantes: tri- cloroetileno, percloro etileno, sosa cáustica, car-bonato de sodio, fosfato trisódico, bencina, alcoholes, etc. El decapado se realiza para eliminar la capa superficial de óxido o de restos de recubrimientos anteriores. Según el proceso seguido, puede ser: mecánico, químico y electrolítico. Para el decapado mecánico se utilizan cepillos metálicos y chorros de abrasivos (arena, granalla) o de perdigones. El decapado químico consiste en sumergir las piezas a tratar en ácido sulfúrico diluido al 10% durante 5 minutos, o en ácido clorhídrico di- luido al 20%. En el decapado electrolítico se hacen actuar las piezas de acero como ánodos en un baño de solución de ácido sulfúrico. Recubrimientos por Electrólisis: Los recubrimientos electrolíticos, o tratamientos galvánicos, sirven para proteger las piezas mediante
- 4. una capa de un metal autoprotector (Ni, Cu, Zn, Cr) depositado utilizando este como ánodo y las piezas como cátodo. Se obtienen con un baño electrolítico de una solución en forma de sulfatos o cianuros del metal que se ha de depositar. Las piezas se sumergen en el baño, suspendidas por bastidores especiales o en tambores. Los recubrimientos electrolíticos más utilizados son: • Cobreado • Niquelado • Cromado • Cincado • Cadmiado. Cobreado: Los depósitos de cobre se aplican a las piezas con dos fines principales: a) Como recubrimiento previo al niquelado, para preparar una capa uniforme y fina y mejorar la resistencia a la corrosión del recubrimiento posterior: b) Para proteger zonas de las piezas de acero que deben ser sometidas a un tratamiento posterior (cementación, nitruración, etc.). Los baños consisten en soluciones de sulfato de cobre y ácido sulfúrico. Los ánodos son de cobre electrolítico troceado. El espesor de la capa obtenida varía entre 0,01 y 0,02 mm.
- 5. Niquelado: El níquel es utilizado en gran escala, tanto para proteger contra la corrosión como para fines decorativos, sobre piezas de hierro, acero, latón, cobre, aluminio, etc. El brillo obtenido con él se mantiene inalterable largo tiempo y resiste mejor que el cromo la corrosión atmosférica. Para mejorar la superficie brillante, se debe depositar siempre una capa intermedia de cobre. El baño consiste fundamentalmente en una solución de sulfato de níquel, cloruro de níquel y ácido bórico. Los ánodos son de níquel troceado o barras ovaladas. Cromado: El cromo y el níquel son los metales más empleados en los tratamientos galvánicos. El cromo es más duro que el níquel y resiste bien la corrosión atmosférica. En la práctica, el cromo se aplica sobre las piezas previamente niqueladas y es muy utilizado para fines decorativos en la industria del automóvil (parachoques, embellece- dores, tapacubos, etc.). El baño está formado por una solución de ácido crómico, ácido sulfúrico y agua. El espesor de la capa de cromo es muy pequeño: aproximadamente, 0,001 mm. • Cromado duro: Tratamiento galvánico que se realiza sobre los metales mediante una técnica especial que les confiere, en gran medida: • Resistencia al desgaste. • Resistencia al rayado. • Dureza de penetración. • Resistencia a la corrosión. Se aplica a piezas de nueva fabricación o a piezas desgastadas y se utiliza para cilindros, camisas, segmentos, cigüeñales, hileras, matrices, punzones, herramientas, instrumentos de medida, etc.
- 6. Las principales diferencias entre el cromado duro y el decorativo, además de las características conseguidas, residen en la densidad de la corriente y en la temperatura del baño. Además, los espesores de la capa de cromado duro son mucho mayores: de 0,05 a 0,1 mm. Cincado: El cinc se emplea como recubrimiento de piezas que deban ser resistentes a la corrosión. Dado que está por debajo del hierro en la serie electroquímica, si exponemos una pieza de hierro cincada a una atmósfera corrosiva, es el cinc el que resulta corroído, sin que sea afectado el hierro. Los baños utilizados son soluciones de sulfato de cinc y cloruro amónico, o soluciones de cianuro sódico y cianuro de cinc electrolítico en forma de bolas. Cadmiado: Los recubrimientos electrolíticos de cadmio protegen eficazmente de las condiciones de exposición corrientes, pero, en cambio, su resistencia a los ácidos es débil. Este recubrimiento es más blanco y lustroso que el cincado, pero también más caro. El baño electrolítico apropiado está formado por una solución de cianuro de cadmio y cianuro de sodio. Los ánodos son de forma ovalada o esféricos. Recubrimientos por Inmersión: Estos recubrimientos consisten en sumergir las piezas en un baño fundido de metal protector durante breve tiempo. Los metales más empleados son: cinc, estaño, aluminio y plomo.
- 7. Galvanizado: La protección del acero mediante inmersión en cinc fundido recibe el nombre, impropio, de galvanizado, que tiene su origen en el concepto de protección electroquímica. Los productos galvanizados lo son para que puedan estar expuestos a la acción de la atmósfera y el agua. Estañado: Es el recubrimiento por inmersión en estaño y proporciona a las piezas protegidas un aspecto agradable, buena resistencia a la corrosión y superficies que pueden ser soldadas fá- cilmente. Aluminizado: Es el método más moderno de protección por inmersión. El aluminio se aplica preferentemente sobre el acero y ofrece una excelente resistencia a la corrosión y al calor y un atractivo aspecto. Para evitar que el acero se oxide, se le aplica antes una capa de cinc o estaño. Es útil para los objetos que exigen una resistencia simultánea al calor y la corrosión, como calentadores, mamparas, cortafuegos, etc. Inmersión en plomo: Debido a que el plomo presenta gran resistencia a la corrosión atmosférica, se usa, en especial, para piezas expuestas a la intemperie que no hayan de sufrir fricciones. Frecuentemente el plomo es aleado con pequeños porcentajes de estaño y antimonio, para endurecerlo. Recubrimientos por metalización:
- 8. Con este procedimiento, y por medio de una pistola metalizadora, se proyectan partículas de un metal fundido o en estado pastoso sobre la superficie de otro, con lo cual se consigue dar a éste, superficialmente, las características del primero. Se emplea principalmente para recargar piezas desgastadas, reparar defectos, proteger contra la corrosión y el desgaste y mejorar el acabado con fines decorativos. La película metalizadora se obtiene mediante un soplete que funde el metal de aportación y un suministro de aire comprimido que proyecta el metal fundido. Así se puede proyectar cualquier metal o aleación sobre la pieza a proteger, según las características deseadas. Recubrimientos por cementación: Se basan en que la mayor parte de los metales, en estado de polvo finísimo, son capaces de difundirse en otro metal, o producto siderúrgico, si ambos se ponen en contacto a elevadas temperaturas. De este modo se obtiene una capa superficial rica en el elemento que se difunde y que en realidad es una aleación con el metal básico. El fin que se persigue es mejorar la resistencia a la corrosión propia del metal al agregarle auto-protectores tales como cinc, aluminio, cromo, etc. Sherardización: Se emplea para proteger el acero mediante difusión de cinc y se aplica a pequeñas piezas, como cerrojos, tuercas, tornillos, etc. El proceso tiene lugar colocando las piezas, junto con polvo de cinc y naftaleno, en un recipiente cerrado y calentado a 360° C. La capa de aleación hierro-cinc obtenida es de unos 0,5 mm.
- 9. Calorización: También llamada aluminizado, es la cementación de un producto siderúrgico utilizando aluminio. La capa resultante es muy resistente a la corrosión por gases sulfurosos y a las sales fun- didas a altas temperaturas; por tanto, se aplica a hornos, válvulas, cajas para cementación, equipos para industrias refinadoras de aceite, cubiertas de pirómetros, etc. El proceso consiste en someter la pieza a la acción de una mezcla de polvo de aluminio, alúmica y cloruro amónico, a unos 900 °C y en cajas cerradas. La capa obtenida tiene de 0,1 a 1 mm de aleación Fe-Al. Cromización: Consiste en cementar con cromo, el cual convierte en inoxidable la superficie del metal tratado. La capa resultante ofrece gran resistencia a la acción de los agentes químicos y a la oxidación en caliente. Este proceso es igual a los anteriores, pero usando cromo en polvo y alúmina. Se aplica en piezas de motores sometidas a altas temperaturas por los gases de combustión, como válvulas de colectores de escape, ejes, etc. Silización: Es la difusión de silicio en un producto siderúrgico. Aunque no es un recubrimiento metálico, se menciona aquí porque las piezas tratadas por silización presentan una elevada resistencia a la corrosión de los ácidos y al desgaste. Los agentes cementantes son carburo de silicio y cloro, y la temperatura del proceso oscila entre los 930 y 1.000° C. El espesor de la capa obtenida puede ser de más de 1 mm. Se aplica a ejes de bomba, camisas, válvulas y demás piezas que puedan sufrir fricción.
- 10. Recubrimientos por chapado: El chapado, o placado, consiste en proteger un metal, por una o las dos caras, mediante láminas protectoras que se laminan en caliente junto con el metal. Se emplea en el acero para darle resistencia a la corrosión mediante chapas de cobre, latón, níquel, cuproníquel, acero inoxidable, etc., y también en las aleaciones de aluminio, con láminas de aluminio puro. 2. RECUBRIMIENTOS NO METÁLICOS: Empleados durante el almacenamiento o transporte de materiales metálicos ya manufacturados y que proporcionan una protección temporal. Para conseguir recubrimientos no metálicos resistentes a la corrosión se utilizan los siguientes procedimientos: Fosfatado: Consiste en sumergir el acero en una solución de ácido fosfórico, nitrato de cinc, fosfato ferroso y otras sales, con lo que se obtiene una capa formada por un fosfato de hierro y cinc. Pavonado: Es la protección del acero mediante una capa de óxido, calentándolo en un baño de sosa cáustica concentrada, que contiene clorato sódico, a 143º C. de este modo se forma una capa de óxido protectora pero suficientemente porosa para admitir aceite mineral, que aumenta su acción.
- 11. Anodizado: En el aluminio se puede producir una capa de óxido protector mediante un tratamiento electrolítico en el cual el aluminio forma el ánodo en una disolución ácida. Esmaltado: Se realiza aplicando sobre el metal una capa a modo de papilla de borosilicato de calcio, potasio y plomo. Una vez secas las piezas se introducen en un horno, donde se funde el esmalte formando una capa protectora vidriada. Pintado: La protección a base de pinturas, barnices, lacas, resinas sintéticas, etc., actúa principalmente contra el agua. En realidad, pocas veces ofrece una impermeabilidad absoluta, pero sí gran resistencia a la penetración, limitando la cantidad de agua que alcanza la superficie del metal. Toda aplicación de pintura debe ir precedida de un desengrasado y un decapado cuidadoso del metal, para hacer desaparecer toda traza de óxido, orín o cascarilla. 3. PROTECCIÓN POR INHIBIDORES: Los inhibidores son sustancias que, añadidas al medio corrosivo, aminoran o detienen la acción de éste al formar un compuesto protector sobre la superficie del metal, bien sea sobre las partes anódicas o sobre las catódicas. Los inhibidores anódicos más empleados son: cromato sódico, carbonato sódico, fosfato sódico, bicromato potásico, etc. Los inhibidores catódicos son: sulfato de magnesio, de níquel y de cinc, sales de calcio, etc. Hay otros inhibidores, denominados de absorción, como el agar, la gelatina, el tanino, etc., que son sustancias coloidales que se fijan sobre el metal impidiendo su corrosión.
- 12. 4. PROTECCIÓN POR PASIVADORES: Ya se ha indicado anteriormente que en algunos metales, como el aluminio, se forma una película en su superficie que detiene la corrosión apenas iniciada. Se dice que estos metales tienen una pasividad natural contra la corrosión. También puede conseguirse la pasividad tratando previamente el metal; por ejemplo: sumergiendo una pieza de acero en ácido nítrico concentrado, resulta inatacable por el ácido nítrico diluido, io cual se expresa diciendo que la pasividad la ha provocado un pasivador. El metal base protegido por una capa de minio (sobre todo si está a la intemperie) es más resistente a la oxidación que si se empicara cualquier otro producto. Los pasivadores más empleados son el minio (óxido de plomo) y el cromato de cinc, ambos muy útiles como aplicación previa al pintado sobre piezas de acero. La diferencia entre el minio (pasivador) y una pintura antioxidante es que, si se hace una raya en la pintura que descubra el metal, éste resultará atacado, lo cual no sucede s¡ la superficie está recubierta con minio. 5. PROTECCIÓN CATÓDICA: La protección catódica es una consecuencia del mecanismo electroquímico expuesto en las causas de corrosión y consiste en incluir la pieza que se desea proteger en un circuito eléctrico en el cual ésta actúa de cátodo. Por ejemplo, si se quiere proteger un depósito de chapa de acero que contenga agua, se añade un ánodo de magnesio
- 13. en contacto con la chapa, de forma que el hierro resulta protegido a costa de consumirse en cinc. Los ánodos más empleados son de cinc, aluminio o magnesio. Si la resistencia eléctrica del baño o medio en que se encuentra el metal a proteger es demasiado grande y la corriente que circula entre los dos metales es demasiado débil, debe suministrarse corriente continua exterior además de incluir los ánodos, que en este caso son de hierro. La corrosión suele ser un fenómeno electroquímico por lo que se puede intentar combatirlo conectando el metal que se quiere proteger a otro metal menos noble, según la serie galvánica, que actuará entonces como ánodo de sacrificio (también llamado galvánico) o bien conectándolo al polo negativo de una fuente exterior de corriente continua. El primer caso constituye la protección catódica con ánodos galvánicos o de sacrificio y el segundo la protección catódica con corriente impresa. La protección catódica constituye sin duda, el más importante de todos los métodos empleados para prevenir la corrosión de estructuras metálicas enterradas en el suelo o sumergidas en medios acuosos. Tanto el acero como el cobre, plomo y bronce son algunos de los metales que pueden ser protegidos de la corrosión por este método. Las aplicaciones incluyen barcos, tuberías, tanques de almacenamiento, puentes, etc. La protección se logra aplicando una corriente externa a partir de un rectificador que suministra corriente continua de bajo voltaje. El terminal positivo de la fuente de corriente
- 14. se conecta a un ánodo auxiliar (grafito por ejemplo) localizado a una determinada distancia de la estructura a proteger y el terminal negativo se conecta a la estructura metálica. En la práctica, la corriente necesaria para proteger una estructura desnuda suele ser demasiado grande como para ser rentable económicamente. La estructura entonces, se recubre con algún revestimiento para proporcionarle protección frente al medio agresivo, reservándose la protección catódica para proteger la estructura sólo en aquellos puntos en que no pueda lograrlo el revestimiento. Una estructura también puede protegerse contra la corrosión mediante un ánodo galvánico o de sacrificio. Si el electrodo auxiliar es de un metal más activo que el metal que se quiere proteger, actuará de ánodo en la celda de corrosión. En este caso, la estructura actuará como cátodo y quedará protegida por el "sacrificio" del ánodo que se corroerá. Este otro método de proteger catódicamente una estructura se utiliza cuando resulta inconveniente una fuente externa de corriente. Esencialmente, el ánodo de sacrificio (de magnesio, aleaciones base de magnesio, cinc y aluminio) suministra la energía eléctrica necesaria para la protección de la estructura. En un montaje de protección catódica conviene comprobar periódicamente la buena marcha del sistema de protección, lo cual se realiza con ayuda de un electrodo de referencia y un milivoltímetro. Los electrodos de referencia más empleados son el de plata/cloruro de plata (Ag/AgCl) y el de cobre/sulfato de cobre (Cu/CuSO4)
- 15. Los esquemas de la figura muestran como hacerlo en el caso de control del casco de un barco o de una cisterna de un petrolero. a) Mediante corriente impresa, b) mediante ánodos de sacrificio. Aplicaciones prácticas de la protección catódica Protección catódica de depósitos de agua dulce. Los depósitos de agua potable, tanto industriales como domésticos, también se pueden proteger de la corrosión mediante protección catódica. En este caso se prefiere el sistema de ánodos galvánicos o de sacrificio. Protección catódica de tuberías enterradas. Quizá uno de los casos donde es más empleada la protección catódica es en las tuberías enterradas. Los miles y miles de kilómetros de tuberías enterradas que se utilizan para transportar agua o petróleo están protegidos por lo general mediante tratamiento catódico, además de determinados revestimientos, cuando el caso lo requiere. Básicamente, se determina la resistencia del suelo para identificar aquellos lugares en los cuales, cuando tal resistencia es baja es indicio de posibilidad de corrosión. 4. HIPOTESIS: Al conocer los métodos que se pueden emplear para la protección contra la corrosión, podemos determinar cuales son los adecuados para ser empleados en cada una de las circunstancias en las que se presente y tendremos amplio conocimiento para evitar o tratar la corrosión.
- 16. 5. CONCLUSIONES: Mediante la investigación se han determinado 5 métodos para la protección contra la corrosión. Además muchos métodos se emplean industrialmente para evitar la corrosión, mediante la selección de la aleación y estructura propias o por la superficie de un material dado: utilización de metales de alto grado de pureza, empleo de adiciones de aleación, utilización de tratamientos térmicos especiales, diseño adecuado, protección catódica, empleo de inhibidores, revestimientos superficiales. 6. ANEXOS:
- 19. Protección catódica del casco de un barco. a) Mediante corriente impresa, b) mediante ánodos de sacrificio. Esquema de protección catódica con ánodo de sacrificio de un tanque de agua.
- 20. Protección de una tubería enterrada con ánodo de sacrificio. Diseños "geométricos" que pueden contribuir a evitar la corrosión.
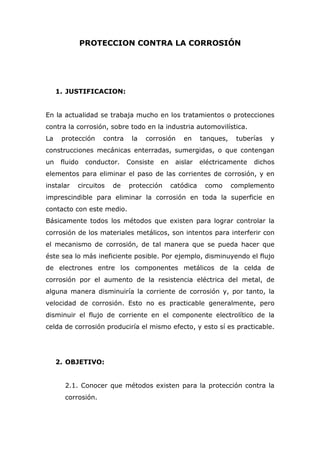
- 21. 1. Alimentación eléctrica 220 v. 50 hz. 2. Unidad central y de control de potencia. 3. Puesta a tierra. 4. Cable apantallado. 5. Lecho de ánodos. 6. Tanques y tuberías a proteger. 7. Sonda de referencia. Protección Catódica Mediante Corriente Impresa GRUPO 3 CESAR PACHECO HERRERA DIEGO PONCE FELIX BONILLA CARLOS CASTRO