
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Instrumentos de verificacion
Similar a Instrumentos de verificacion (20)
Último
Último (20)
Instrumentos de verificacion
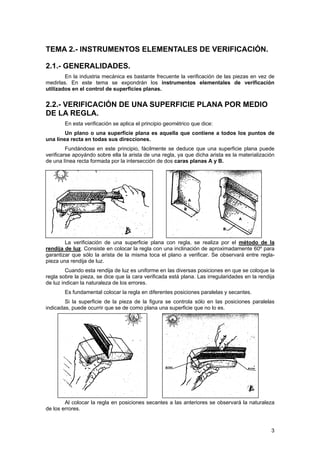
- 1. TEMA 2.- INSTRUMENTOS ELEMENTALES DE VERIFICACIÓN. 2.1.- GENERALIDADES. En la industria mecánica es bastante frecuente la verificación de las piezas en vez de medirlas. En este tema se expondrán los instrumentos elementales de verificación utilizados en el control de superficies planas. 2.2.- VERIFICACIÓN DE UNA SUPERFICIE PLANA POR MEDIO DE LA REGLA. En esta verificación se aplica el principio geométrico que dice: Un plano o una superficie plana es aquella que contiene a todos los puntos de una línea recta en todas sus direcciones. Fundándose en este principio, fácilmente se deduce que una superficie plana puede verificarse apoyándo sobre ella la arista de una regla, ya que dicha arista es la materialización de una línea recta formada por la intersección de dos caras planas A y B. La verificiación de una superficie plana con regla, se realiza por el método de la rendija de luz. Consiste en colocar la regla con una inclinación de aproximadamente 60º para garantizar que sólo la arista de la misma toca el plano a verificar. Se observará entre regla- pieza una rendija de luz. Cuando esta rendija de luz es uniforme en las diversas posiciones en que se coloque la regla sobre la pieza, se dice que la cara verificada está plana. Las irregularidades en la rendija de luz indican la naturaleza de los errores. Es fundamental colocar la regla en diferentes posiciones paralelas y secantes. Si la superficie de la pieza de la figura se controla sólo en las posiciones paralelas indicadas, puede ocurrir que se de como plana una superficie que no lo es. Al colocar la regla en posiciones secantes a las anteriores se observará la naturaleza de los errores. 3
- 2. 2.3.- REGLAS DE VERIFICACIÓN. Las reglas de verificación suelen ser de acero templado para darles mayor dureza y, por tanto, mayor resistencia al uso y rectificado para darles mayor precisión. Los tamaños son muy variados, ya que pueden tener longitudes hasta de 3 metros. Se suelen llamar regletas de ajustador cuando su longitud es inferior a 500 mm. Una regleta de gran precisión, llamada "regla de verificación" propiamente dicha, suele ser la que tiene una sección triangular o cuadrangular (con tres o cuatro aristas activas). También hay regletas llamadas de cantos biselados o guardaplanos, con las que se pueden verificar caras exteriores e interiores. 2.4.- VERIFICACIÓN DE UNA SUPERFICIE PLANA POR MEDIO DEL MARMOL. En esta verificación se aplica el principio geométrico que dice: Dos superficies planas superpuestas coinciden; por tanto, todos los puntos de una pertenecen a la otra. La verificación de una superficie plana por medio del mármol se realiza por el método del entintado o coloreado. Consiste en colorear debidamente el mármol, que es la superficie plana de referencia (SR). Al deslizar sobre la SR la cara de la pieza a verificar, ésta se manchará de colorante; Cuando dicha cara resulta manchada de modo uniforme, se dice que la superficie verificada está plana. Ha de observarse que en la superficie verificada aparecen puntos brillantes, debido a la dispersión del colorante por el frotamiento directo sobre el mármol (la repartición de estos puntos brillantes ha de ser uniforme). 2.4.1.- El mármol. En tecnología se llama mármol a un bloque de fundición con una superficie plana que constituye la superficie de referencia (SR). La parte inferior del mármol está constituída por una serie de nervios para evitar la deformación de la citada superficie de referencia. 4
- 3. El mármol se apoya generalmente sobre tres puntos para que asiento sea perfecto sobre cualquier banco de trabajo. El colorante empleado suele ser azul de prusia o minio con aceite. 2.4.2.- Modo de empleo del mármol. • El mármol y la superficie a verificar deben estar limpios. • El colorante debe estar extendido uniformemente y en capa muy delgada. El espesor del colorante no suele llegar a la centésima de milímetro. • El frotamiento de la pieza sobre el mármol debe hacerse con una ligera presión. direcciones. • Antes de controlar con el mármol debe comprobarse si los defectos de planitud son 2.5.- CRÍTICA el mármol se controla toda la superficie al primer golpe de vista. n con el mármol tiene la desventaja de que no se sabe la profundidad aproxim Por todo lo dicho, se ve la necesidad de controlar primero con la regla y a 2.6.- V más. Ahora se van a exponer los aparatos de verificación de superfic eterminado ángulo. etría con los siguientes principio : • espacio, o son paralelos o se cortan. • Los movimientos deben hacerse siguiendo varias • La duración del frotamiento debe ser muy corta. • La SR debe ser siempre mayor que la superficie a verificar. grandes, para lo cual se utilizará la regla. DE LOS DOS PROCEDIMIENTOS. El control con el mármol es más preciso que con la regla. Con Con la regla son necesarios una serie de controles parciales para verificar toda la superficie. La verificació ada de los huecos, mientras que con la regla, y con cierta práctica, se puede valorar aproximadamente. continuación con el mármol. ERIFICACIÓN DE SUPERFICIES PLANAS EN POSICIÓN RELATIVA. Hasta ahora se ha estudiado la verificación de planitud de una superficie considerando a ésta independiente de las de ies planas en posición relativa, es decir, para verificar superficies que sean paralelas o formen un d El posicionamiento de planos en el espacio lo trata la geom s Dos planos en el 5
- 4. • Si dos planos son paralelos, todos los puntos de uno equidistan de los puntos del otro. que se cortan forman un ángulo diedro cuya intersección es una las distancia entre dos planos paralelo cc'. ede medir el valor del error. oder apreciar la flexión de las patas del compás. En la figura adjunta se indica la disposición para llevar a cabo la operación. El tacto juega un papel importante para apreciar el rozamiento de la punta de trazar del gramil sobre la pieza. • Dos planos línea recta. Aplicados a las piezas, los planos se llaman caras y la línea de intersección de mismas se llama arista. 2.7.- VERIFICACIÓN DE SUPERFICIES PLANAS PARALELAS. De acuerdo con el segundo principio enunciado en el apartado anterior se ve que la s viene dada por los segmentos rectilíneos iguales aa', bb' y 2.7.1.- Utilización del compás. Como se observa en las figuras adjuntas, fácilmente se deduce que para verificar el paralelismo de las caras A y B se puede utilizar como instrumento elemental el compás, tanto de exteriores, como de interiores. Las patas del compás se ajustan sobre los puntos a y a', llevándose a continuación sobre un número prudencial de puntos para comprovar si le separa la misma distancia o segmento aa'. Con estos instrumentos no se pu Para realizar la operación con éxito se requiere cierta práctica al objeto de p 2.7.2.- Utilización del gramil. Aunque el gramil es un instrumento propio de trazado, también se suele emplear en el taller para la verificación de caras paralelas, auxiliándose del mármol. 6
- 5. 2.8.- VERIFICACIÓN DE SUPERFICIES PLANAS EN POSICIÓN ANGULAR. La verificación de ángulos diedros o caras de piezas en posición angular se puede dividir en dos grupos: • Verificación de una ángulo cualquiera. • Verificación del ángulo recto como caso particular. 2.8.1.- Verificación de un ángulo cualquiera. 2.8.1.1.- Calibres de ángulos. Son plantillas que materializan un determinado ángulo. Por contraluz, se compara este ángulo con el ángulo rectilíneo de la pieza. Existen calibres de ángulos normalizados de 30º, 45º, 60º, 120º, etc. Otros tipos de calibres de ángulos son diseñados para usos diversos, como pueden ser calibres verificadores de distintos ángulos de herramientas. 2.8.1.2.- Reglas prismáticas. Son en realidad calibres de ángulos pero con superficies de referencias mayores que las caras de la pieza. Para poder realizar la verificación es necesario un colorante y proceder en su empleo del mismo modo a como se vió en la verificación de planitud con el mármol. Al mismo tiempo que se controla el ángulo, se verifica la planitud de las caras que lo forman, tal como se observa en la figura inferior izquierda. 2.8.1.3.- Falsa escuadra. Su empleo es idéntico al de los calibres de ángulos, pudiendo controlar ángulos de diferentes valores. En la figura superior derecha se representa una falsa escuadra simple con su aplicación. Su precisión es muy inferior a la del calibre de ángulos, pero en el taller suelen 7
- 6. utilizars a que materialice un ángulo patrón. También hay falsas e se ve en la figura siguiente. o. 2.8.2.1 ue uno de los b dra (el q se a contralu El tipo de escuadra más utilizado es el indicado en la sigui tacón ( r Par de las escuadras, han de seguirse las siguientes precauciones: za, deslizando suavemente el otro hasta que apoye (fig. inferior centro). • Procurar asentar la escuadra sobre el ángulo rectilíneo a verificar, sin que quede ar se del e para transportar ángulos de una pieza ya construida a otra igual que se desea construir o reparar. Como puede verse en la figura anterior, es necesario auxiliarse de una piez scuadras múltiples, tal como 2.8.2.- Verificación del ángulo rect .- Por medio de la escuadra. No es más que una verificación con calibre de ángulos cuyo valor angular es de 90º. Son de acero templado rectificado y sus brazos son de distinta longitud. Como la verificación se hace por el método de la rendija de luz, es necesario q razos de la escua ue ha de observar z) esté biselado. ente figura, derecha. Además del tipo de escuadra normal, existen otros tipos: de solapa (figura central), de figu a derecha), etc., utilizadas para el control de posicionamientos y reglajes. a el empleo correcto • No desilizarlas simultáneamente con los dos brazos sobre la pieza a controlar (fig. inferior izquierda). • En cada golpe de verificación asentar correctamente uno de los brazos (el mayor) sobre la pie inclinada. • También se puede us la escuadra auxiliándo mármol (fig. inferior derecha). 8
- 7. 2.8.2.2.- Por medio del cilindro rectificado o calibrador. El control por el método de contraluz resulta más preciso si la regla, escuadra, etc., presentan sobre la pieza una línea (arista) en vez de un pequeño plano (espesor del instrumento), de aquí el motivo de la escuadra de brazos biselados. El cilindro rectificado también presenta una línea (generatriz) sobre la pieza a verificar, tal como se observa en la figura inferior izquierda. Ambos (pieza y cilindro) se apoyan sobre el mármol, teniendo el cilindro rectificado por base una corona circular de ancho "a", para su mejor asiento. 2.8.2.3.- Por medio de un bloque patrón y mármol. En este procedimento no se emplea el método de contraluz; su fundamento es similar al de las reglas prismáticas. Con el auxilio del colorante se aprecian los defectos de escuadría, así como la planitud de las caras. En la figura superior derecha se observa que el bloque patrón permanece inmóvil y la pieza se desliza. Tanto el bloque patrón como el mármol han de estar provistos de colorante. 9