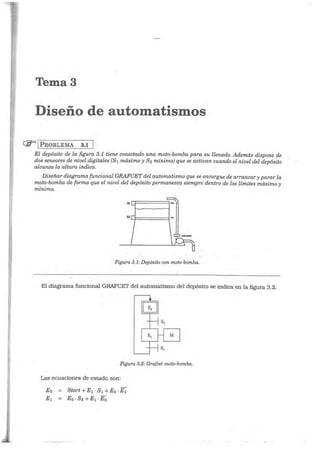
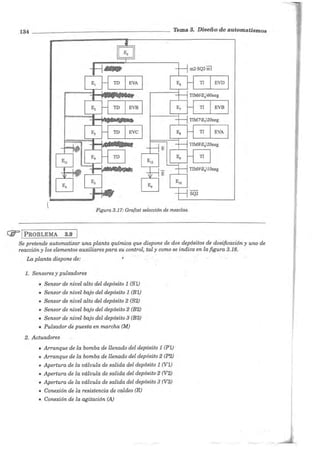
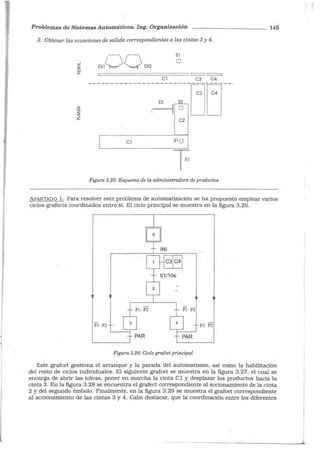
El documento describe varios problemas de automatización industrial relacionados con el control de sistemas. El Problema 3.1 presenta un diagrama GRAFCET para controlar el nivel de un depósito usando una bomba. El Problema 3.2 muestra un GRAFCET para controlar el acceso a un túnel ferroviario compartido por trenes en sentidos opuestos. El Problema 3.3 detalla un GRAFCET para automatizar el pesaje y etiquetado de palets en una línea de producción.





![Problemas de Sistemas Automáticos. b.J.g. Organización
(ir' 1 PROBLEMA 3.5]
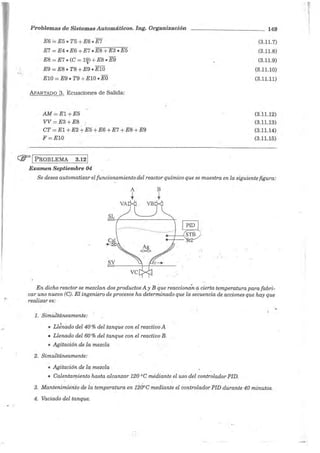
Una empresa química desea automatizar el proceso de la siguiente figura 3.8.
/
80
E
_.__.,._
Figura 3.8: Proceso químico
125
(3.4.15)
Los depósitos Ay B contienen dos líquidos diferentes. Cada depósito posee una válvula de vaciado,'
VA y VB, que permiten llenar el depósito C a través de la misma tubería. Una vez realizada la
mezcla en el depósito C, ésta se calienta, mediante una resistencia R, durante 10 minutos o hasta
que se alcance una temperatura de 70 grados aoque ocurra antes). Una vez finalizado el proceso
de calentamiento correctamente, la mezcla resultante se eleva al depósito superior D mediante el
accionamiento simultáneo de la válvula VD y la motobomba BD.
El automatismo a diseñar debe realizar una mezcla que se selecciona mediante el pulsador ml:
• Mezcla 1: 50 % del líquido A y 50 % del líquido B.
Para implementar el automatismo hay que tener en cuenta las siguientes consideraciones:
• No se pueden abrir las válvulas VA y VB a la vez debido a la capacidad de la tubería de llenado
del depósito C.
• El depósito C se considera lleno cuando haya caído líquido en él durante 100 segundos.
• La resistencia R sólo ha de funcionar cuando el depósito C esté lleno.
• Se dispone de un sensor digital de temperatura Tmax en el depósito C que se activa cuando la
temperatura es superior a 70 grados.
• Para vaciar el depósito C se dispone de un sensor digital de nivel, Nmin, que se desactiva
cuando el depósito está completamente vacío.
• Se dispone de una seta de emergencia, E, que podrá ser activada manualmente por el operario
en caso de detectar alguna anomalía durante el proceso de calentamiento.
• En caso de producirse alguna anomalía, la mezcla realizada se rechaza, extrayéndola del de-
posito Ca través de la válvula VC. Una vez vaciado se ha de esperar a que desaparezca la señal
de emergencia para poder realizar otra operación.
APARTADO l. Notas al grafcet (figura 3.9).
Los dos puntos importantes en este problema son:
• Como no nos dan sensores que detecten el nivel en cada instante, para dosificar los
productos usamos temporizadores teniendo en cuenta que se sabe el tiempo que tarda
en llenarse el depósito.
.,](https://image.slidesharecdn.com/360847567-libro-ejercicios-resueltos-grafcet-pdf-190131084059/85/360847567-libro-ejercicios-resueltos-grafcet-pdf-8-320.jpg)














!['
'
(
Problemas de Sistemas Automá!icos. Ing. Organización 147
(jjj= 1 PROBLEMA 3.11 1
Examen Junio 04
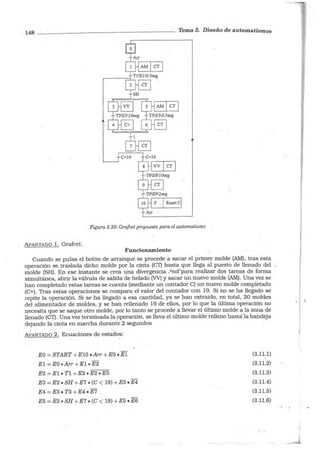
Se desea automatizar una línea de producción de una fábrica de helados de vainilla. En la línea
se rellenan moldes, que salen de un alimentador automático de moldes, mediante una manguera.
Los moldes rellenados se acumulan en una bandeja final, que una vez llena se lleva a un congelador.
La instalación consta de: ·
• Sensores y pulsadores:
• Sensor de posición en el puesto de alimentación de helado (SH).
• Un pulsadorgeneral de arranque (ARR).
• Actuadores:
• Un alimentador de moldes (AM) que suministra un molde vacío. Para extraer un molde se
debe activar AM durante 0.5 s. ·
• Una cinta transportadora que lleva los moldes desde el alimentador por toda la línea de
producción (CT). · ·
• Una manguera de helado de vainilla con válvula de salida (VV).
• Otros elementos:
• Una bandeja final ya automatizada donde se colocan los moldes rellenados que irán a
la sala de congelación. La bandeja se mueve de forma automática cuando detecta que ha
recibido una base.
• Especificaciones:
• Se considera que un molde se rellena en 10 segundos, sin necesidad de detener la cinta.
• Mientras se rellena un molde se procederá a suministrar uno nuevo simultáneamente.
• Al final de la producción se deberá dejar la cinta en marcha 2 segundos desde que se acabe
de llenar el último molde para.que el_helado llegue a la bandeja final.
• Se deben producir lotes de 100 unidades.
• Una vez se encuentren todos los productos del lote en la bandeja final, se debe emitir
una señal de finalización (F) que indique al operario que ya puede retirar la bandeja.
Cuando lo haya realizado, el operario deberá volver a pulsarARR para realizar una nueva
producción.
AM
] vvíl ,Bandeja
CT
SH
Se pide:
l. Dibujar el diagrama GRAFCET que controle la línea descrita.
2. Obtener las ecuaciones lógicas de todos los estados.
3. Obtener las ecuaciones lógicas de todas las salidas.
'](https://image.slidesharecdn.com/360847567-libro-ejercicios-resueltos-grafcet-pdf-190131084059/85/360847567-libro-ejercicios-resueltos-grafcet-pdf-30-320.jpg)