Este documento presenta los resultados de una investigación sobre las propiedades mecánicas y de filtración de hormigones permeables realizados con diferentes tipos de cementos. Se elaboraron especímenes de hormigón permeable utilizando cemento portland, cemento puzolánico y cemento hidráulico, y se evaluaron sus resistencias a compresión y flexión, así como su coeficiente de permeabilidad. El objetivo fue determinar si alguno de los cementos presenta un mejor comportamiento para este tipo de hormigones.




























































![66
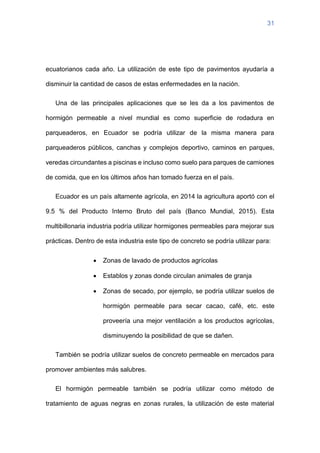
Figura 2.23 PESO UNITARIO PARA DISTINTOS MÉTODOS DE COMPACTACIÓN (AOKI,2009)
6. Peso Unitario y porcentaje de vacíos.
“La resistencia y desempeño estructural del concreto permeable es más
variable que el del concreto tradicional, y depende principalmente de la
porosidad” (Crouch et al, 2003)
El peso unitario y porcentaje de vacíos de un elemento de hormigón
permeable están inversamente relacionados; a mayor porcentaje de vacíos,
menor peso unitario y menor resistencia a compresión. Schaefer encontró una
ecuación que relaciona la resistencia a compresión con el porcentaje de vacíos.
(Schaefer et Al, 2006)
Resistencia a Compresión (MPa)= 4762.1 - 97.16 × [porcentaje de vacíos
(%)]](https://image.slidesharecdn.com/a-220108034924/85/A-cemento-66-320.jpg)