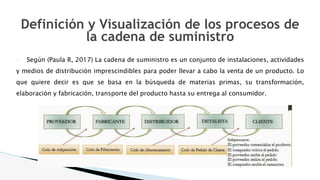
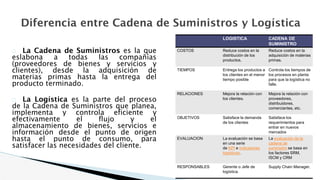
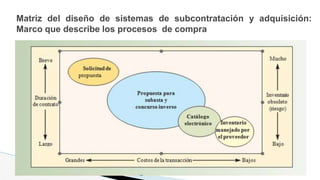
Este documento presenta información sobre la administración de operaciones de producción y cadena de suministros. Explica la importancia de aplicar una estrategia de cadena de suministro que sea flexible y garantice la continuidad de la producción y distribución. También define conceptos clave como cadena de suministro, logística, eficiencia, medición del desempeño, efecto látigo, tipos de productos, diseño logístico, densidad de valor, modos de transporte y subcontratación globalizada. Finalmente, presenta una matriz para el diseño