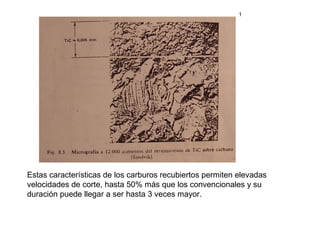
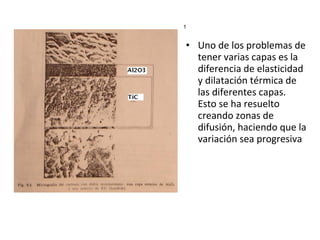
Este documento describe diferentes materiales para herramientas de corte, incluyendo carburos metálicos, cerámicos y diamantes. Los carburos metálicos incluyen carburos micrométricos, fundidos y recubiertos. Los materiales cerámicos como cermets y óxidos sinterizados ofrecen alta dureza y resistencia al calor. El nitruro de boro cúbico y los diamantes naturales o sinterizados son los materiales más duros descritos.