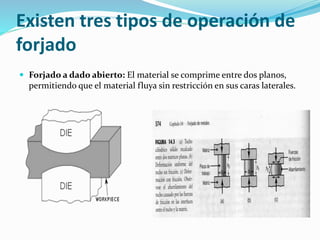
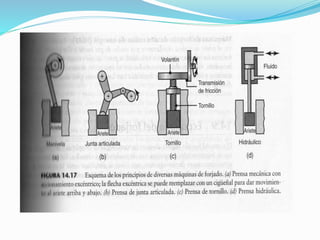
El forjado es uno de los métodos más antiguos para dar forma a los metales y consiste en comprimir el material entre dos dados para darle la forma deseada. Se utiliza para producir piezas como tornillos, engranajes y bielas. El forjado incrementa las propiedades del material, permite altas producciones a bajos costos y reduce el maquinado de acabado. Existen tres tipos principales de forjado: forjado a dado abierto, forjado en dado impresor y forjado sin rebaba.