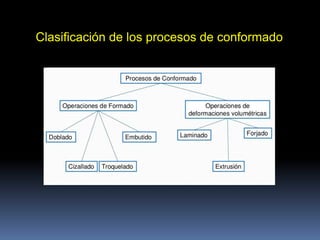
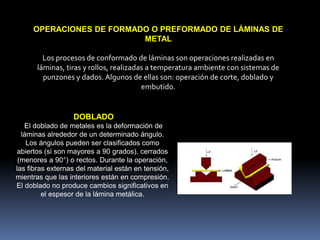
El documento describe los procesos de conformado de metales, que permiten dar forma y propiedades a los metales mediante deformación plástica bajo altas presiones. Se discuten diferentes técnicas de conformado, como el trabajo en frío y en caliente, así como sus ventajas y desventajas, y se detallan operaciones específicas como el doblado, embutido y extrusión. Además, se exploran las propiedades de los metales que influyen en el proceso, subrayando la importancia de la temperatura en el límite de fluencia y ductilidad.