Descargado 274 veces

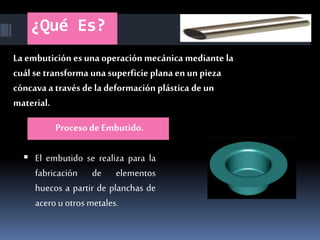


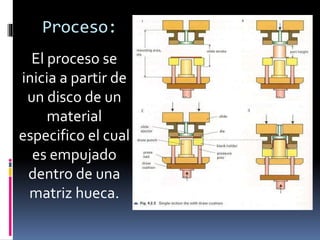
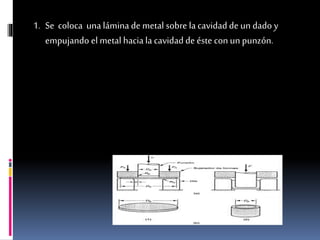
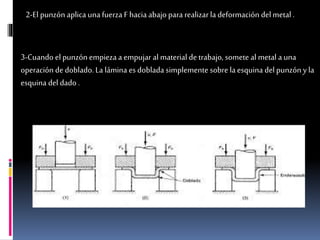
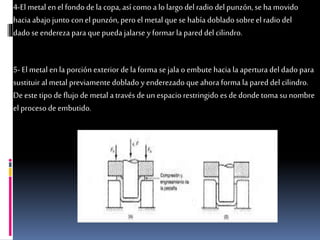
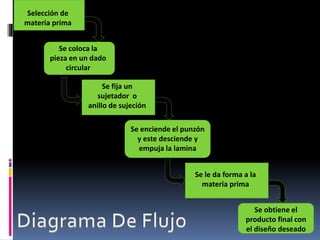

El proceso de embutido permite transformar una superficie plana en una pieza cóncava mediante la deformación plástica de un material. En el proceso, una lámina metálica se coloca sobre la cavidad de una matriz hueca y un punzón aplica fuerza para doblar y empujar el metal hacia adentro de la cavidad, dándole forma a la pieza. El proceso es ampliamente usado para fabricar elementos como tapas, latas y tanques.
















































































