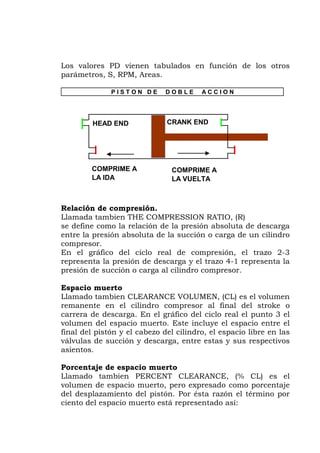
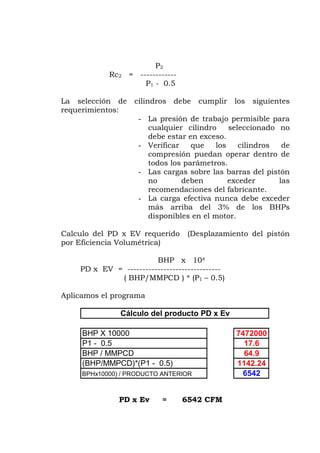
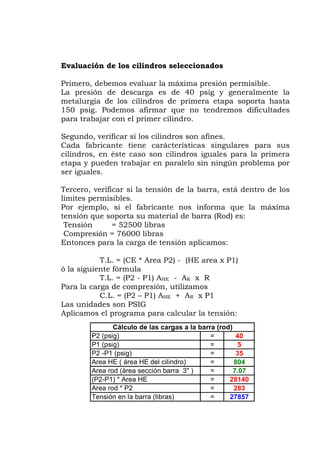
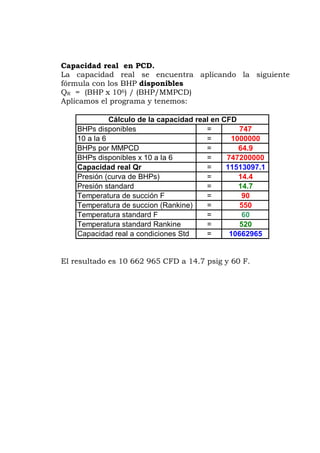
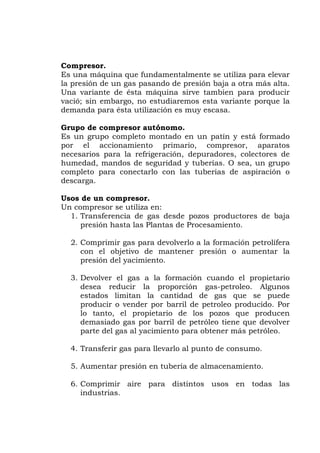
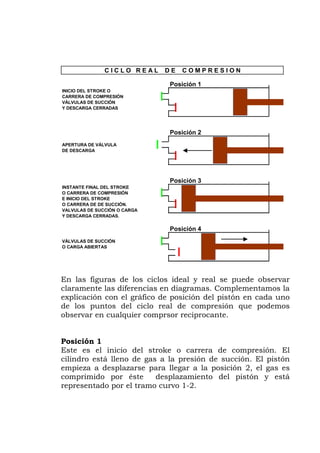
Este documento describe los principios básicos de diseño y cálculo de compresores. Explica que un compresor es una máquina que eleva la presión de un gas mediante el desplazamiento de un pistón dentro de un cilindro. Luego describe el ciclo ideal y real de compresión, incluidos conceptos como desplazamiento del pistón, relación de compresión, espacio muerto y eficiencia volumétrica. Finalmente, presenta fórmulas para calcular estos parámetros clave.



![Despues de la exposición de los ciclos ideal y real de
compresión pasamos a conocer otros conceptos necesarios
para poder calcular un compresor
de gas.
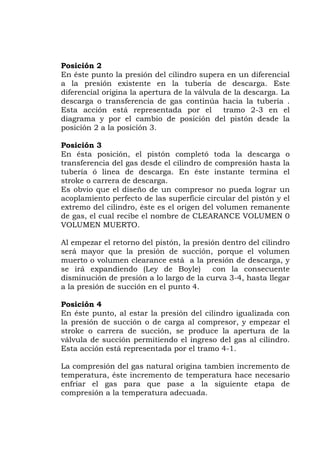
Desplazamiento del pistón: “PD”
Es el volumen de gas natural desplazado por el pistón en su
desplazamiento desde la Posicion 1 (botton dead center) hasta
la posición 3 (top dead center). El “PD” se expresa
normarmente en pies cubico por minuto, PCM.
En el caso de los cilindros de doble acción se incluye el
barrido de la otra superficie del cilindro descontando el
volumen del eje (Piston Rod Displaces). Su ecuación es:
AHE x S x RPM
PD = ---------------------
1728
donde:
AHE = Area HE del pistón
S = Stroke, inches
RPM = Revoluciones x minuto
PD = PCM, pies cubicos por minuto
Para un cilindro de Doble Acción, el PDDA es:
AHE x S x RPM ACE x S x RPM
PDDA = --------------------- + ---------------------
1728 1728
Esta ecuación podemos reducirla:
S x RPM x 2 AR
PDDA = ------------------- x [ AHE - ----- ]
1728 2
donde AR = Area Rod
HE = Head End
CE = Crank End](https://image.slidesharecdn.com/cursodiseoycalculodecompresores-150127171909-conversion-gate01/85/Curso-diseno-y-calculo-de-compresores-7-320.jpg)