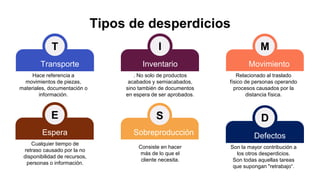
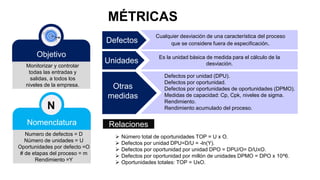
Este documento presenta una introducción a la metodología Six Sigma. Explica que Six Sigma fue creada por Bill Smith en Motorola en 1986 y que es una metodología para mejorar procesos de negocios mediante la reducción de variaciones. Describe los objetivos de Lean Six Sigma, sus principios como la orientación al cliente y la búsqueda de perfección, y los tipos de desperdicios. También resume las 5 fases DMAIC, métricas comunes, herramientas como diagramas de Ishikawa y roles como Black Belt. Finalmente, incluye un ej