Descargar como PDF, PPTX






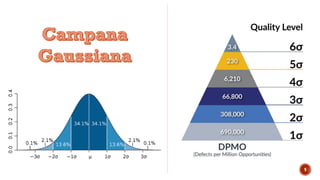



























El documento describe Lean Six Sigma (LSS), una filosofía de mejora continua de procesos que combina Lean Manufacturing y Six Sigma. LSS utiliza metas a corto plazo para lograr objetivos a largo plazo de reducir defectos a solo unos pocos por millón. Define problemas, mide datos, analiza información, mejora procesos y los controla usando herramientas estadísticas para alcanzar etapas óptimas. LSS clasifica la eficiencia de procesos en diferentes niveles de sigma de acuerdo a los defectos por mill




































































