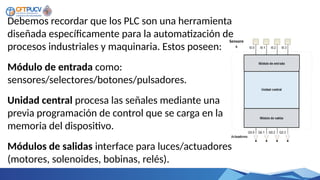
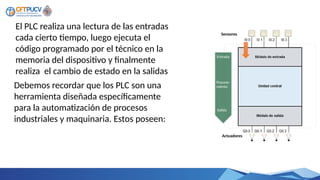
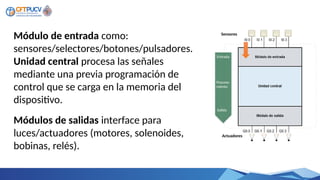
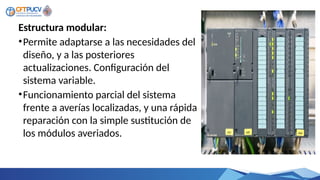
El documento describe la evolución y características del PLC (Controlador Lógico Programable) en la automatización industrial, destacando sus ventajas sobre la automatización cableada, como su flexibilidad, resistencia ambiental y capacidad de programación. Se mencionan los componentes clave del PLC, incluyendo módulos de entrada y salida, y las diferentes memorias utilizadas para el almacenamiento de datos, así como el lenguaje de programación tipo ladder. Además, se abordan aspectos técnicos como el tiempo de escaneo y la modularidad del sistema, lo que permite la adaptación y mantenimiento del dispositivo.













![PLC[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/plc1-230531071451-7fe27fb9-thumbnail.jpg?width=640&height=640&fit=bounds)














































