Descargado 1488 veces








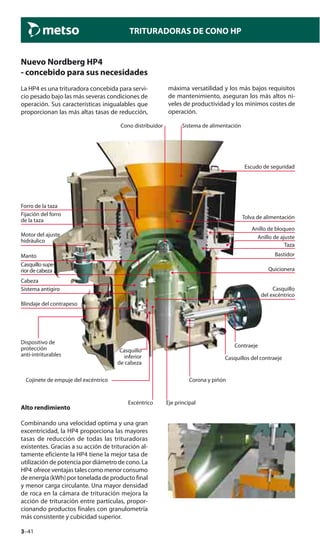
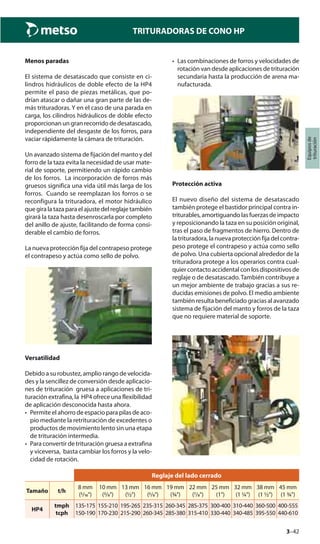
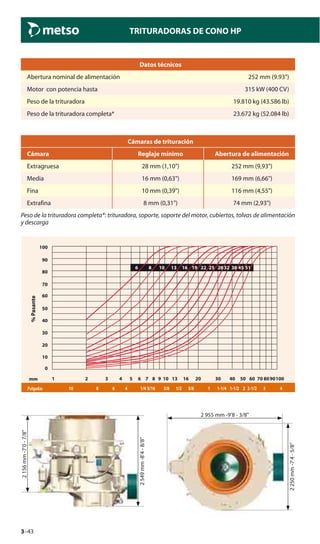
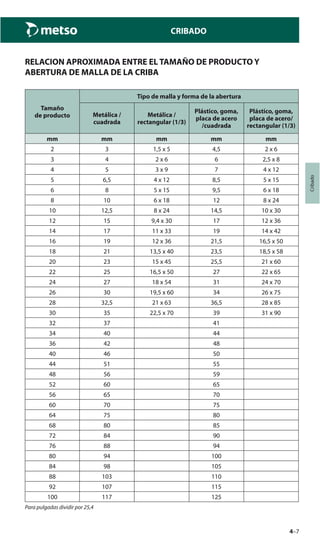
![2–4
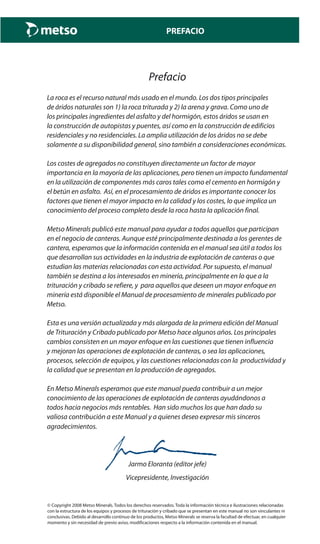
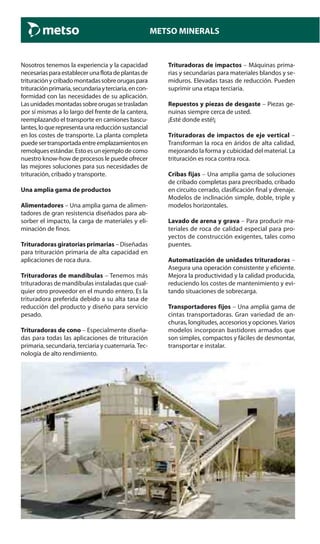
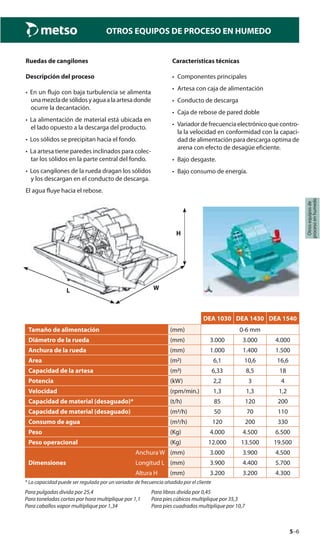
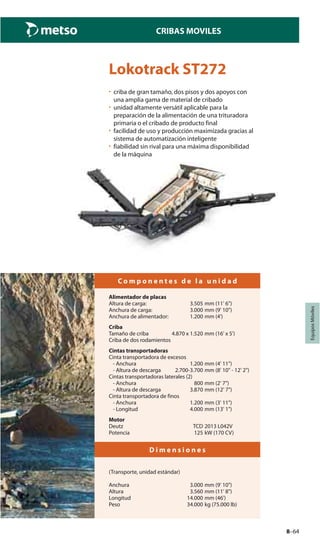
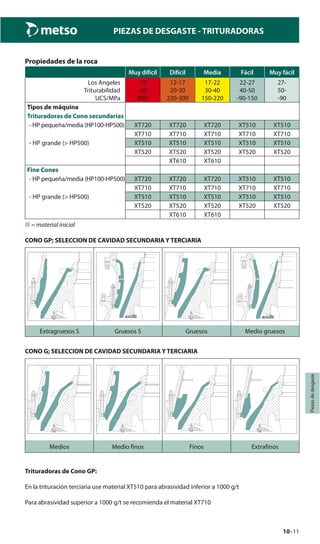
Alimentadores
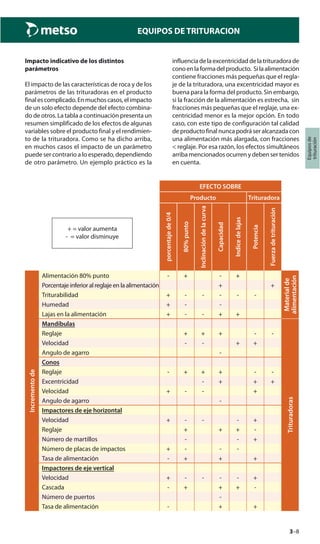
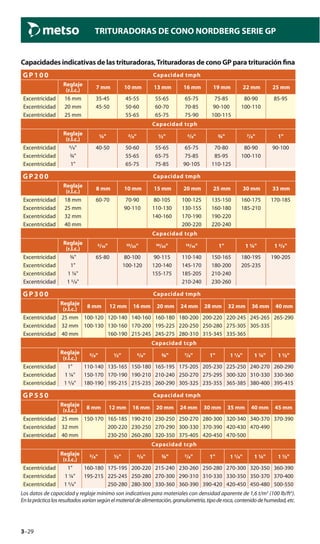
ALIMENTADORES
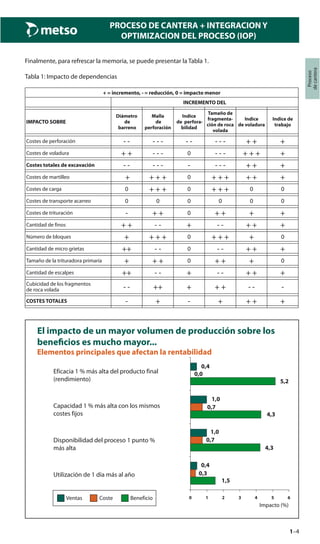
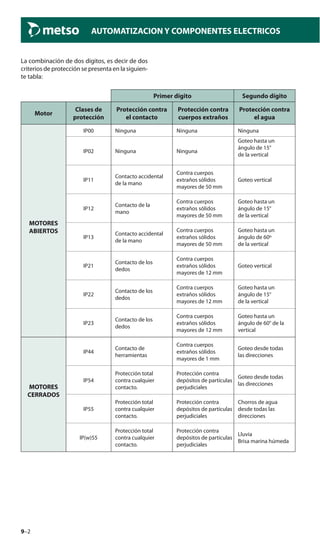
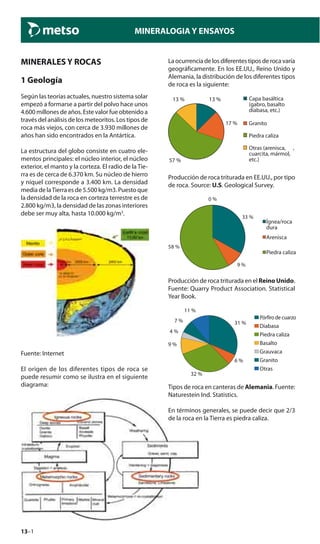
Sf = factor de cizallamiento, un factor de co-
rrección – relacionado con el tipo de material,
humedad, y tamaño máximo – que se usa para
determinar con mayor exactitud la potencia re-
querida; para estimativas iniciales seguras use
Sf = 1,0
NOTA: Para materiales de grande dimensión,
bloques y tolvas abiertas, considere L3 = 0 y
L1 = 1/3 L2´.
L2´ = longitud de la inclinación del material en
la tolva de alimentación
Valores Fs (daN/m)
D
(m)
ρS (t/m3
)
0,8 1,2 1,6 2,4
0,30
0,45
0,60
0,75
0,90
1,00
1,20
1,40
1,50
1,80
7,5
18,0
32,5
50,5
71,0
98,0
128,0
165,0
198,0
287,0
12,0
27,0
49,0
76,0
107,0
147,0
192,0
248,0
297,0
431,0
16,5
35,5
65,5
101,0
143,0
196,0
256,0
330,0
397,0
575,0
24,0
53,5
98,0
152,0
214,0
294,0
383,0
495,0
595,0
862,0
Para pies multiplique por 3,28
La potencia requerida para superar todas estas
fuerzas se calcula como sigue:
Ft · v
N = ——— [kW]
60 η
donde:
N = potencia requerida (cv)
Ft = fuerza total (kN)
v = velocidad del transportador (m/min.)
η = rendimiento mecánico](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-18-320.jpg)


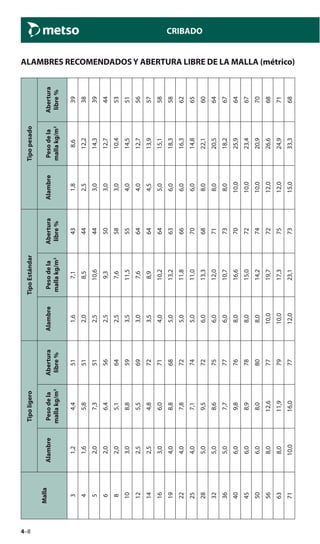
![3–7
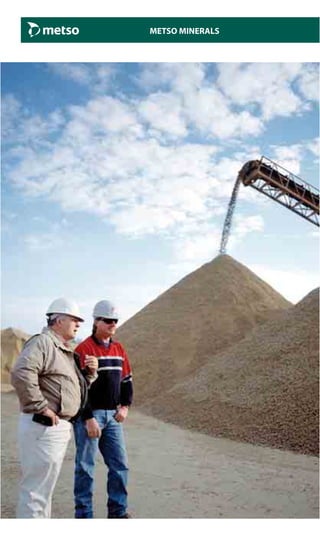
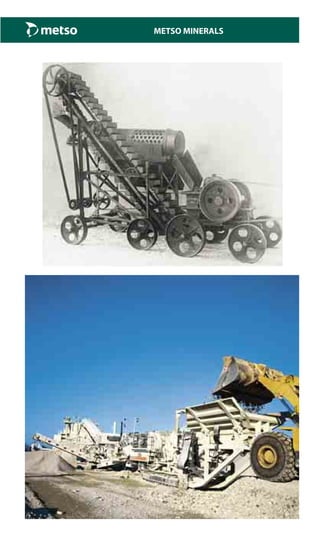
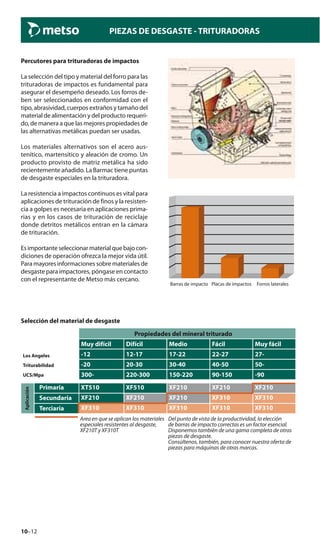
EQUIPOS DE TRITURACION
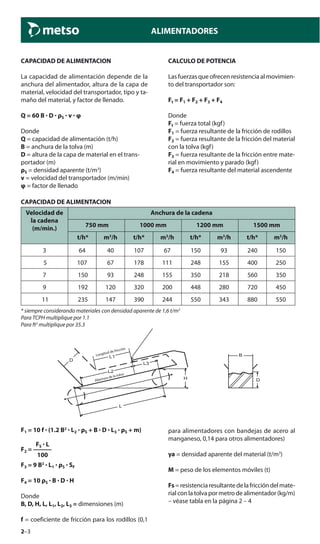
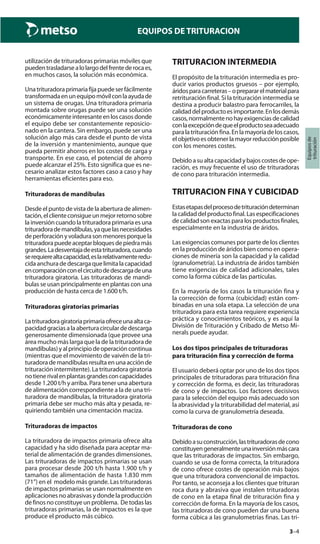
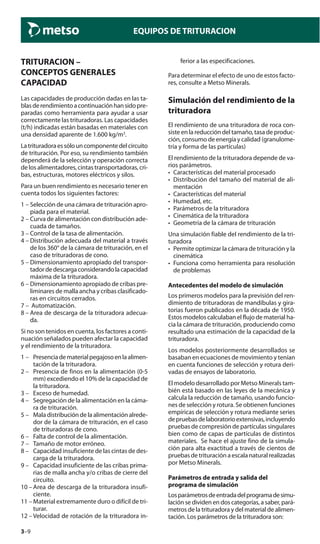
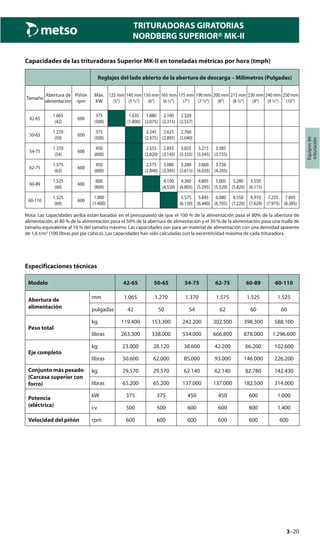
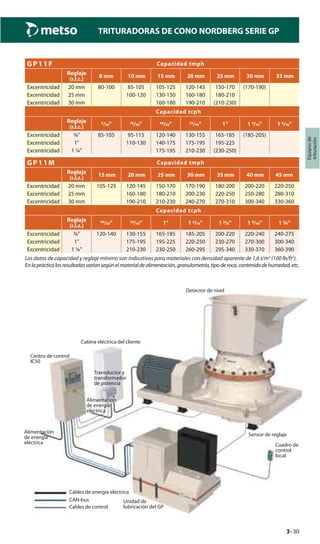
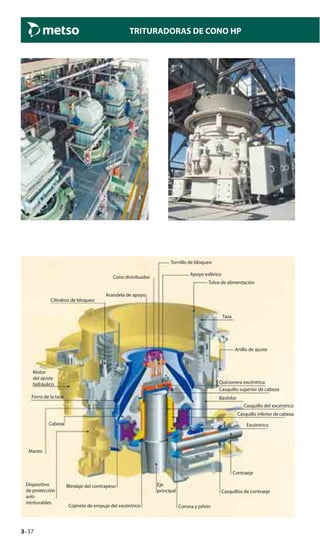
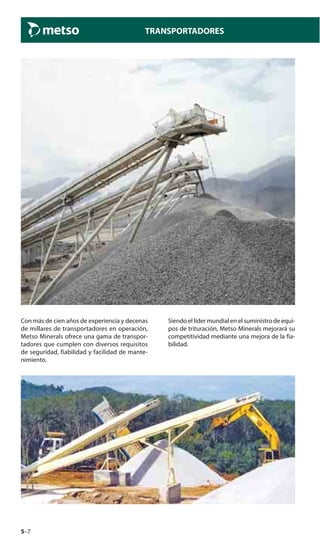
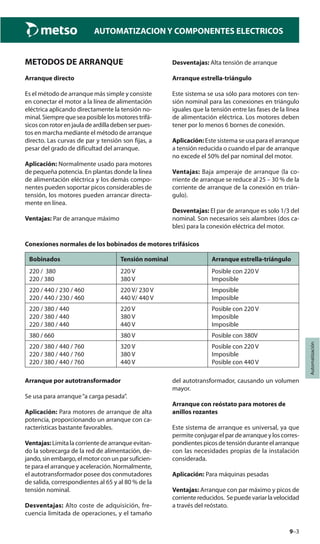
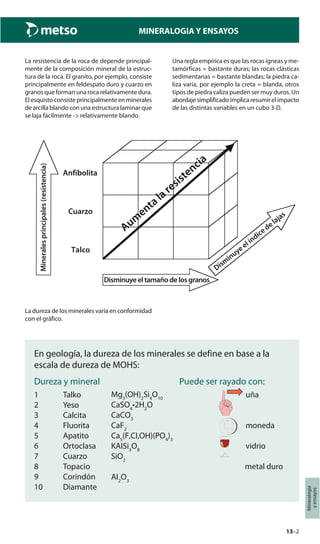
SELECCION DE LA TRITURADORA
La tabla a continuación presenta algunas indica-
ciones sobre las aplicaciones de las trituradoras.
La información es meramente indicativa y no
una regla rígida. El diagrama a continuación pre-
senta sucintamente la selección de la trituradora
primaria.
Material abrasividad media
(Ai=0,5)
Material no abrasivo
(Ai=0,05)
Material muy abrasivo
(Ai=0,9)
0
500
1000
1500
2000
2500
Capacidad[t/h]
G
i
r
a
t
o
r
i
a
G
i
r
a
t
o
r
i
a
G
i
r
a
t
o
r
i
a
M
a
n
d
í
b
u
l
a
s
M
a
n
d
í
b
u
l
a
s
M
a
n
d
í
b
u
l
a
s
I
m
p
a
c
t
o
s
I
m
p
a
c
t
o
s
Tipo principal
de trituradora
Etapa típica
del proceso
Tamaño de
alimenta-
ción hasta
(mm)
Tamaño típi-
co máximo
del producto
final (mm)
Capacidades
típicas
(t/h)
Abrasividad Cantidad
de finos
producidos
Corrección
de la
forma del
productobaja alta
Trituradora
giratoria (grande)
primaria 1.500 200-300 más de 1.200 x baja
Trituradora de
mandíbulas
primaria 1.400 200-300 hasta 1.600 x baja
Trituradora
giratoria de cono
primaria/
secundaria
1.300 200-300 hasta 1.800 x media/alta sí
Trituradora
giratoria de cono
secundaria 450 60-80 hasta 1.200 x x baja
Trituradora
giratoria de cono
terciaria 300 0-30 hasta 1.000 x x baja/media sí
Barmac VSI
serie B
terciaria 40 0-30 hasta 600 x (x) alto sí
Barmac VSI
serie VI
terciaria/
secundaria
150 0-30 hasta 500 x alto sí
Para pulgadas divida por 25,4
Para TCPH multiplique por 1,1](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-27-320.jpg)





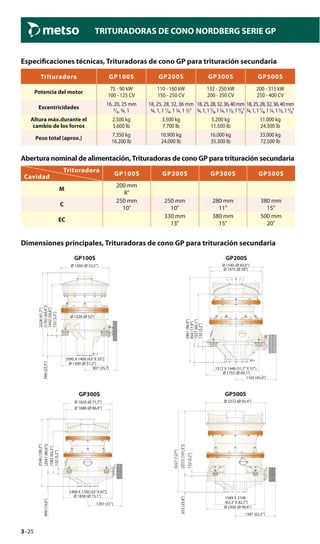







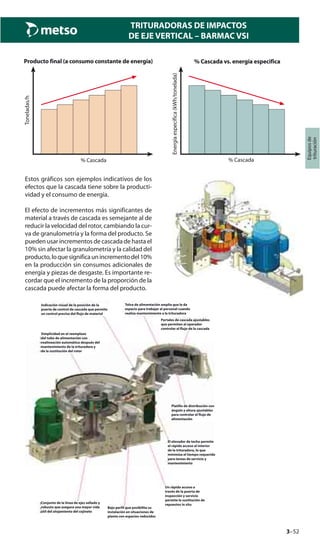

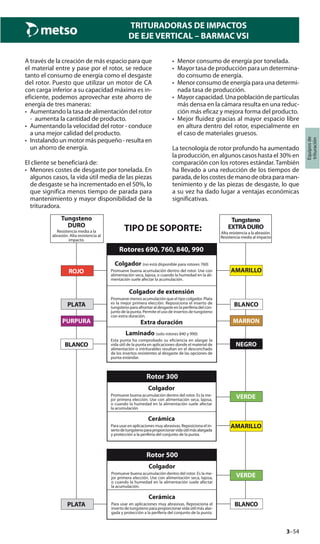
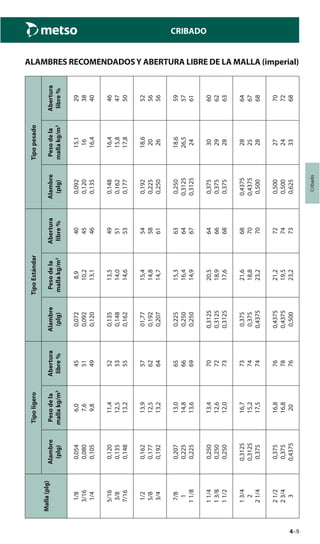
![3–55
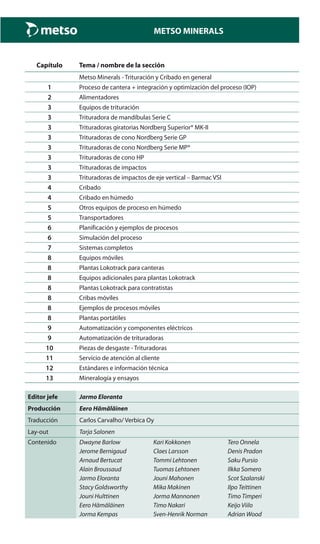
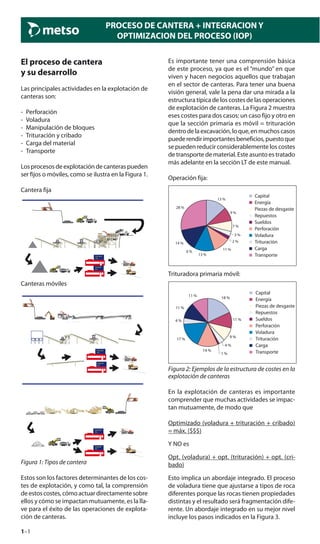
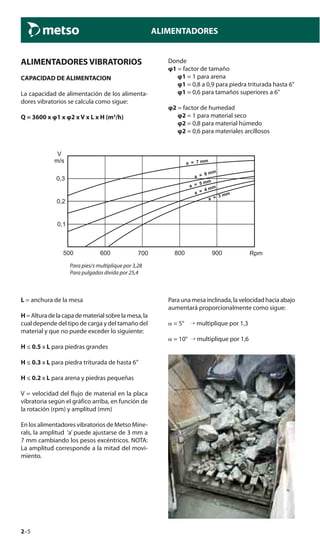
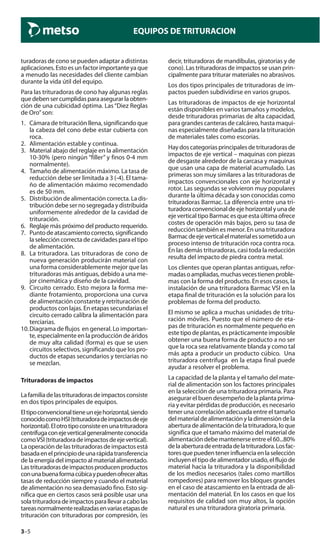
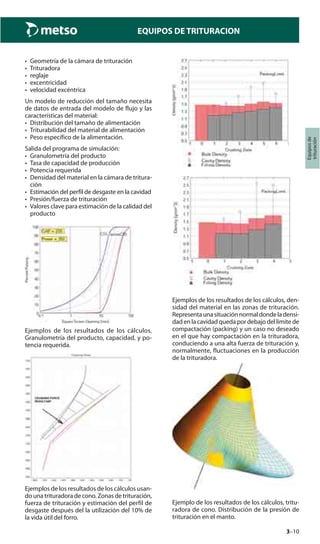
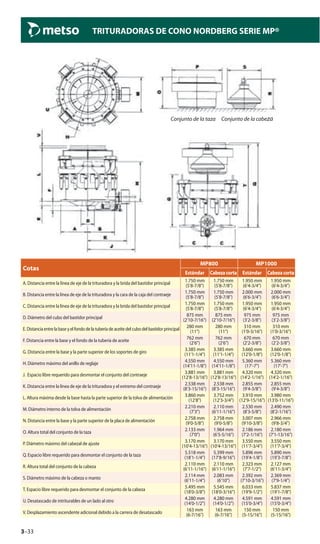
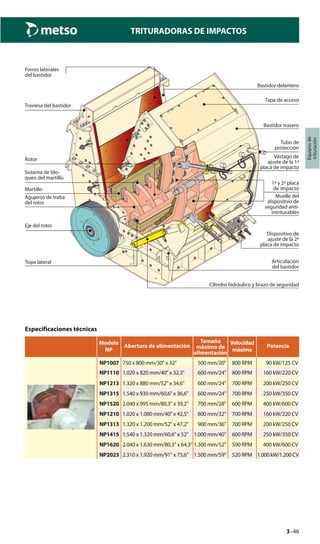
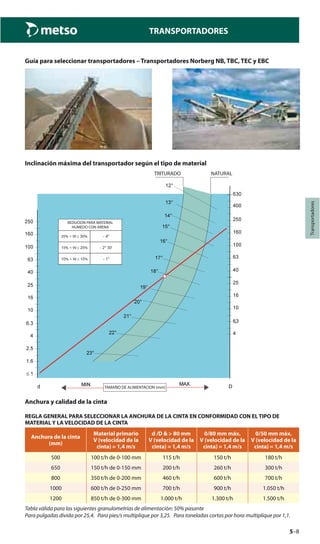
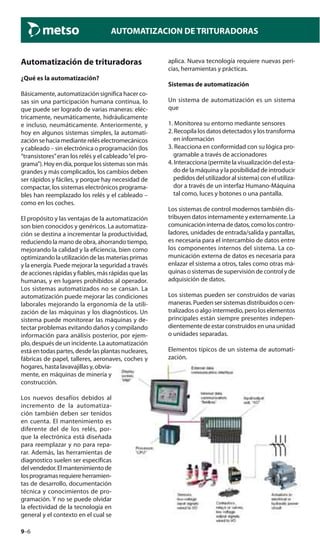
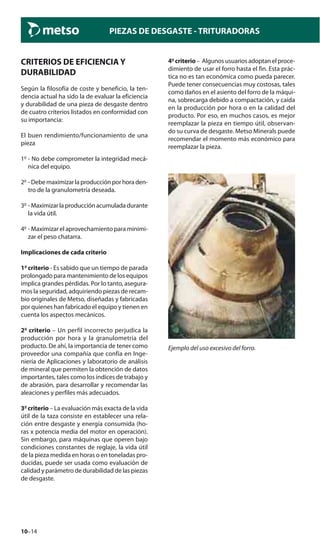
TRITURADORAS DE IMPACTOS
DE EJE VERTICAL – BARMAC VSI
RPM vs. Velocidad del rotor
Velocidad de la punta
(m/s)
800
(31,5”)
950
(37,4”)
1.050
(41,1”)
45 1.075 905 819
50 1.194 1.006 910
55 1.314 1.106 1.001
60 1.433 1.207 1.092
65 1.553 1.307 1.183
70 1.672 1.408 1.274
75 1.791 1.509 –
80 1.911 – –
Velocidad
de la punta
300
(12”)
Punta
estándar
300
(12”)
Punta
cerámica
500
(20”)
Punta
estándar
500
(20”)
Punta
estándar
690
(27”)
760
(30”)
840
(33”)
990
(39”)
1.200
(48”)
45 (148) 3.737 3.069 2.046 1.829 1.535 1.264 1.228 1.013 803
50 (164) 4.152 3.410 2.274 2.082 1.705 1.404 1.364 1.125 892
55 (180) 4.567 3.752 2.501 2.235 1.876 1.545 1.501 1.237 982
60 (197) 4.982 4.093 2.728 2.438 2.046 1.685 1.637 1.350 1.071
65 (213) 5.397 4.434 2.956 2.641 2.217 1.826 1.773 1.461 1.160
70 (230) – 4.775 3.183 2.844 2.387 1.966 1.910 1.573 1.249
75 (246) – 5.116 3.410 3.048 2.558 2.106 2.046 1.685 1.339
Barmac Serie VI VSI - Especificaciones técnicas
Modelo VI200 VI300 VI400
Altura (A) 1.900 1.985 2.150
Anchura (B) 2.150 2.360 2.495
Altura abierta (C) 2.110 2.235 240
Altura de la grúa (D) 2.750 3.280 3.360
Base de motor único (E) 3.520 4.140 4.140
Base de doble motor (F) — — 5.840
Radio de giro de la tapa (G) 2.200 2.400 2.565
Modelo VI200 VI300 VI400
Peso de la trituradora (sin motor) (kg) 7.000 10.000 14.000
Diámetro del rotor (mm) 800 950 1.050
Diámetro del tubo de alimentación (mm) 210 280 340
Accionamiento simple simple simple/doble
Tamaño máx. de alimentación – rotor abierto – mm (") 80 (3 ¹/₈") 125 (5") 125 (5")
Tamaño máx. de alimentación – rotor cerrado – mm (") 40 (1 ½") 60 (2 ½") 60 (2 ½")
Potencia para producción máxima kW (cv) 132 (200) 250 (300) 400 (600)
Velocidad máxima – rpm (m/s) 1.900 (80) 1.500 (75) 1.300 (70)
Modelo Barmac VI200 VI300 VI400
Tasa de producción mínima del rotor 50 tmph [55 tcph] 100 tmph [110 tcph] 200 tmph [220 tcph]
Para pulgadas divida por 25,4. Para pies/s multiplique por 3,28.
A
B
C
D
G
E
F](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-75-320.jpg)
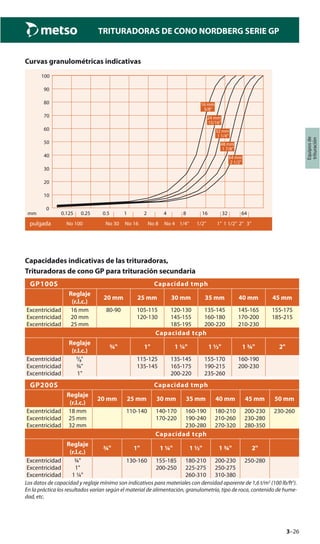
![3–56
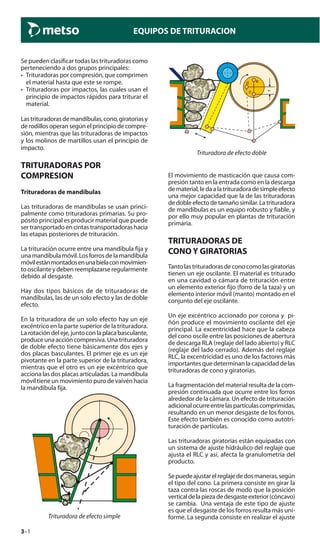
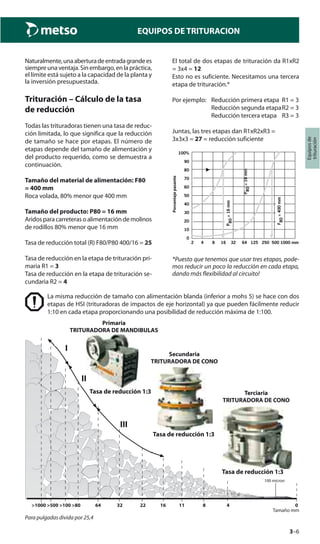
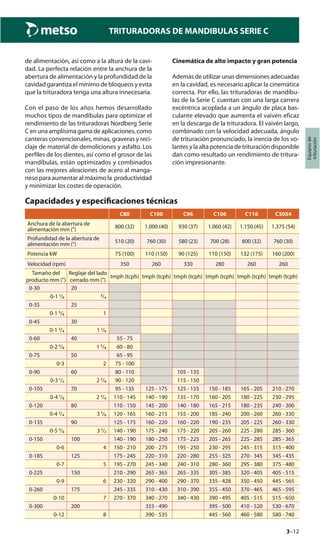
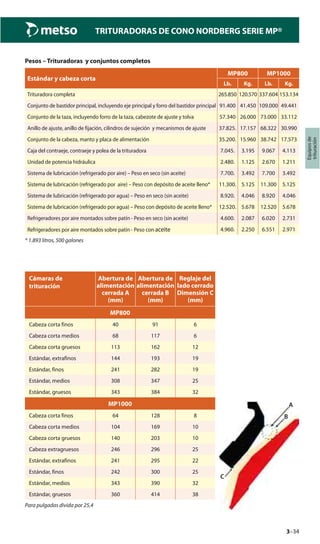
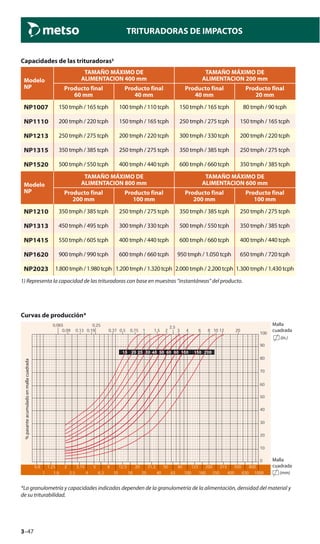
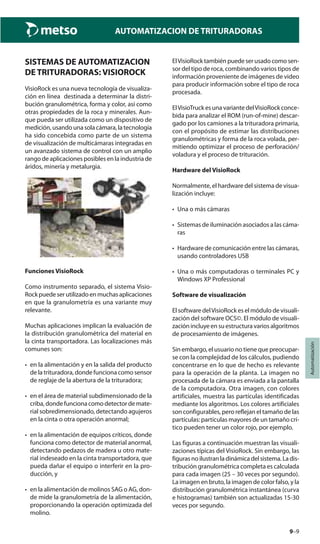
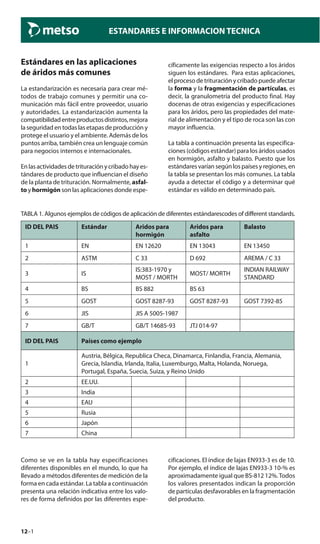
TRITURADORAS DE IMPACTOS
DE EJE VERTICAL – BARMAC VSI
Equiposde
trituración
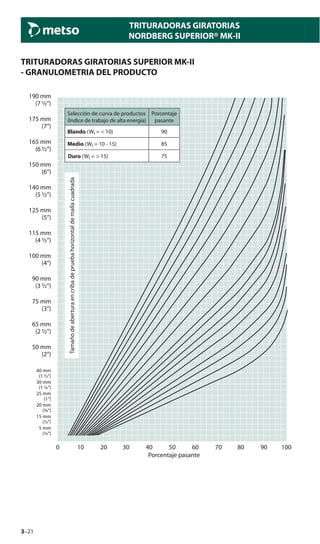
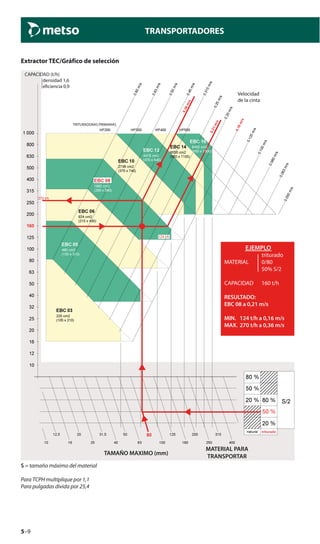
Barmac Serie B VSI - Especificaciones técnicas
B3100SE B5100SE B6150SE B7150SE B9100SE
Tamaño máximo de
alimentación* mm (pulgadas)
20 (¾) 32 (1¼) 37 (1¾) 58 (2¼) 66 (2¾)
Diámetro del rotor
mm (pulgadas)
300 (12) 500 (20) 690 (27) 840 (33)
840 (33)/
990 (39)
Potencia instalada kW (c.v.)
11 - 15
(15 -20)
37 - 55
(50 -70)
75 - 132
(100 - 175)
185 - 300
(250 - 400)
370 - 600
(500 - 800)
Rango de rpm del rotor
3.000
to 5.300
1.500
to 3.600
1.500
to 2.500
1.100
to 2.000
1.000
to 1.800
Rango de capacidad de
producción** t/h
5 - 14 19 - 60 44 - 217 125 - 424 263 - 704
Peso total en seco kg
(incluyendo motores)
973 3.037 6.371 12.395 14.357
Para libras divida por 0,45
* Estas cifras corresponden a la dimensión máxima de las partículas.
** Las capacidades nominales que aparecen en esta tabla variarán con los cambios que se realicen a los parámetros de
operaciónseleccionadosparalatrituradorayconlasdistintascaracterísticasfísicasdelmaterialdealimentación.Represen-
tan la capacidad pasando la trituradora. En el caso de un circuito cerrado la capacidad de producto final dependerá de la
malla que cierra el circuito y de la eficiencia de cribado. Consulte el departamento de ingeniería en cada caso específico.
Modelo Barmac B3100SE B5100SE B6150SE B7150SE B9100SE
Tasa de producción mínima
del rotor
2,5 tmph
[2,8 tcph]
10 tmph
[11 tcph]
30 tmph
[121 tcph]
110 tmph
[121 tcph]
180 tmph
[198 tcph]](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-76-320.jpg)
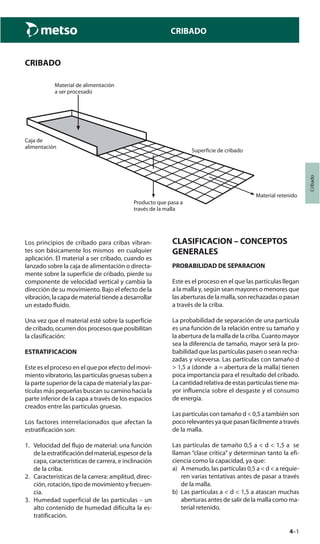
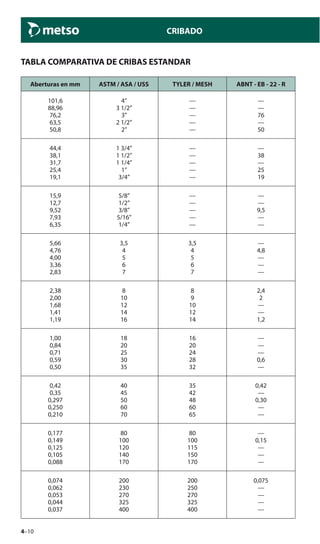
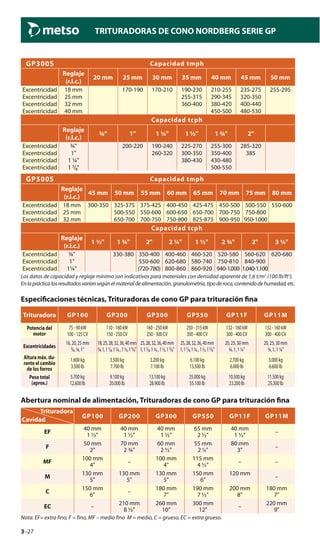
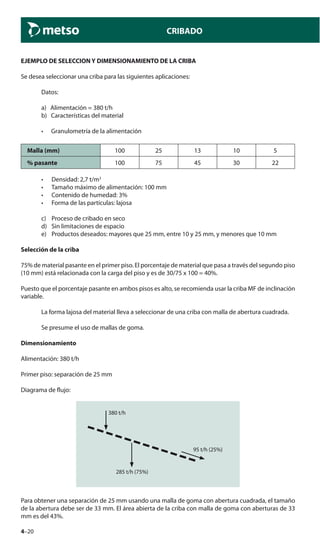
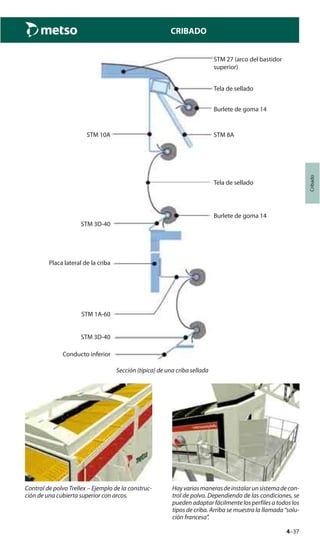
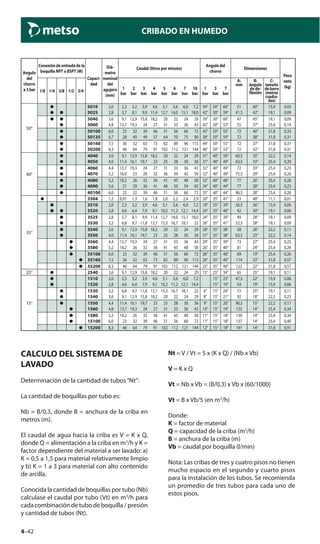
![4–14
CRIBADO
D = posición del piso
Posición del piso 1 2 3 4
D 1 0,9 0,8 0,7
E = Cribado en húmedo
Separación (mm) 1 - 6 6 - 12 12 - 25 26 - 40 41 - 50 51 - 75 +75
E 1,4 1,3 1,25 1,2 1,15 1,1 1
F = peso del material
F se aplica a granulometrías basadas en 0
Densidad sólida [t/m³] 1,35 2,7 5,4
F 0,5 1 2
G = área abierta de la superficie de cribado
Area realmente abierta (%)
G = ———————————————
50%
H = forma de la abertura de malla
Abertura Circular Cuadrada Rectangular
H 0,9 1 1,05
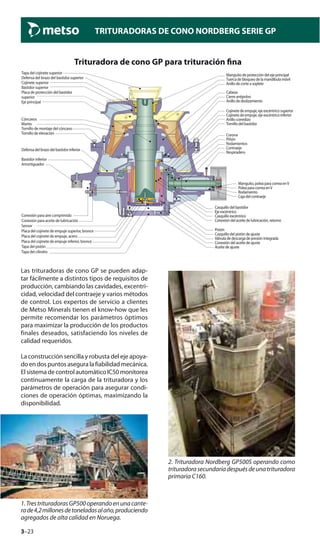
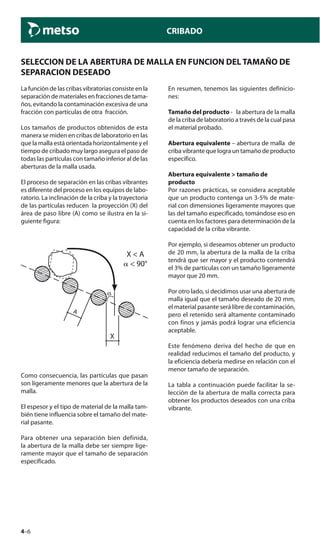
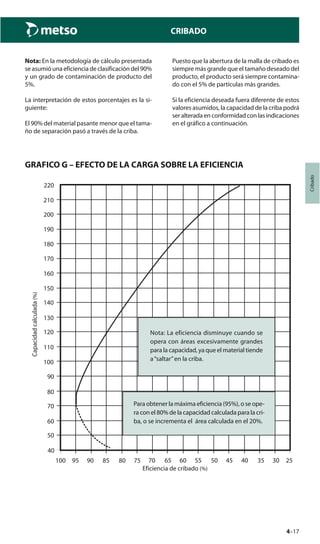
DIMENSIONAMIENTO
Seseleccionaeltamañodelacribabasándoseen
el área de cribado y anchura de la criba.
La anchura de la criba, por su parte, se calcu-
la para proporcionar el espesor de la capa de
material sobre la criba compatible con la malla
usada.
CALCULO DEL AREA DE CRIBADO
El área de cribado se calcula mediante la siguien-
te formula:
Qu · S
Area = ————— [m2
]
Qspec
Donde: Qu es la cantidad (t/h) de partículas sub-
dimensionadas en la alimentación.
Qspec = Capacidad Específica de Cribado
S =factorquepuedeasumirvaloresentre1e1,4,
siendo una función del conocimiento y confian-
za que se tenga en los datos disponibles sobre
el material a ser cribado.
En plantas de minería donde los datos de mate-
rial, tamaño de la abertura de la malla de cribado
y capacidad son muy bien conocidos y fiables,
se puede adoptar un factor S de 1.
Qspec = A · B · C · D · E · F · G · H · I · J · K · L
Donde:
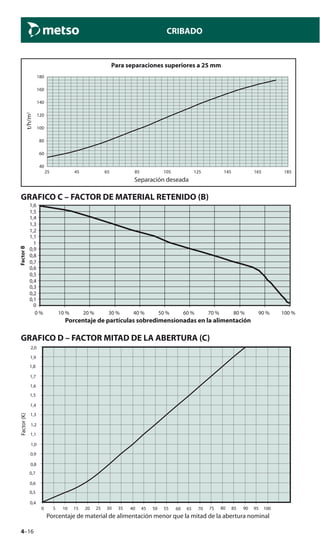
A = capacidad básica para la separación reque-
rida en toneladas métricas por hora y metro
cuadrado del área de la criba. Diagrama a con-
tinuación.
B = factor dependiente del porcentaje de mate-
rial retenido. Véase diagrama a continuación.
C = factor relacionado con el porcentaje, en la
alimentación, de material con tamaño inferior a
la mitad del tamaño de separación requerido.
Véase diagrama a continuación.](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-91-320.jpg)
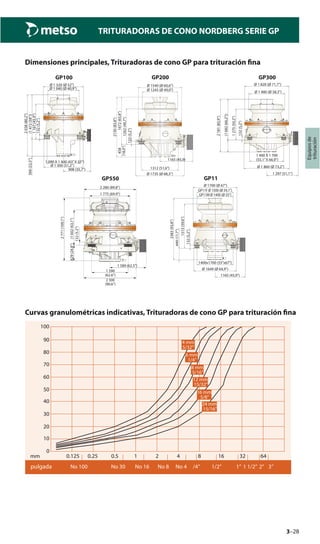
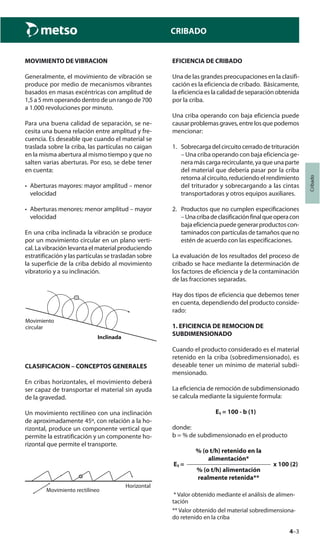
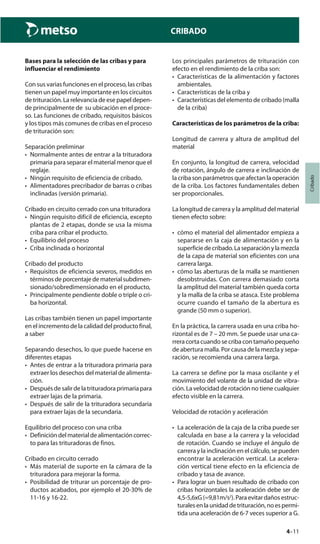
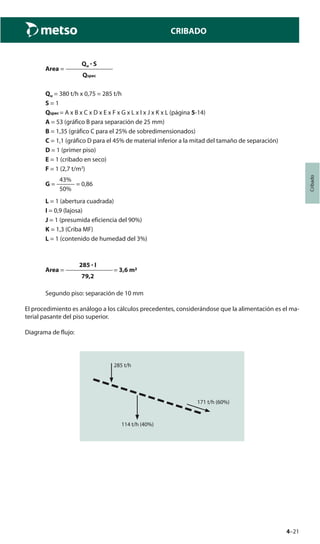
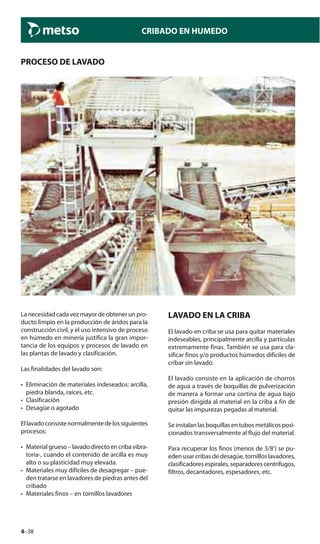
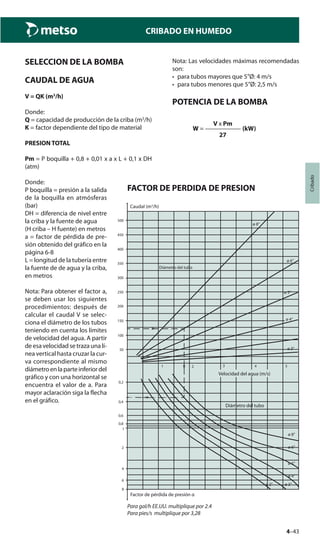
![4–15
Cribado
CRIBADO
I = forma de las partículas
Forma Redondeada Cúbica Lajosa
I 1,2 1 0,9
J = eficiencia
Eficiencia [%] 70 75 80 85 90 92 94 96
J 1,4 1,25 1,1 1,05 1 0,98 0,95 0,9
K = tipo de criba
Horizontal Inclinado Inclinación variable
Piso Recto Recto Recto Recto Recto
Inclinación
variable
Inclinación
triple
Inclinación
doble
Inclinación
doble
Vibración Linear
Elíptica
constante
Circular
Elíptica
variable
Linear Linear
Elíptica
variable
Linear
Elíptica
variable
K 0,9 1,1 1 1,1 1 1,3 1,4 1,1 1,3
L = humedad
Humedad [%] - 3 3 – 5 6 – 8
L 1 0,85 0,7
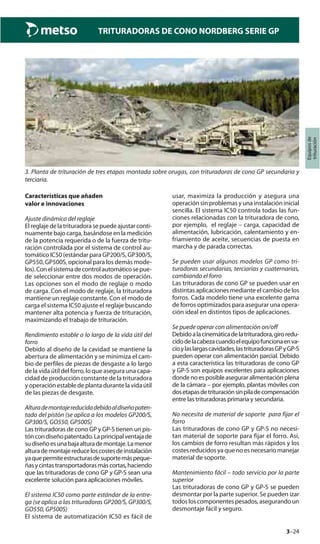
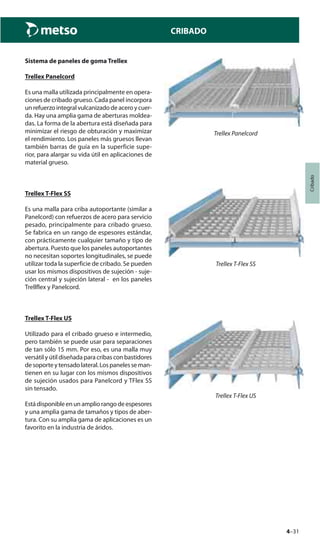
CAPACIDAD ESPECIFICA DE PRODUCCION DE CRIBADO (A)
For separations smaller than 25 mm
60
50
40
30
20
10
0
0 5 10 15 20 25
Desired separation
t/h/m2
Para separaciones inferiores a 25 mm
Separación deseada](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-92-320.jpg)

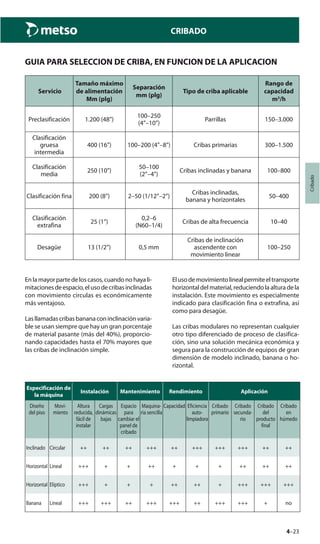
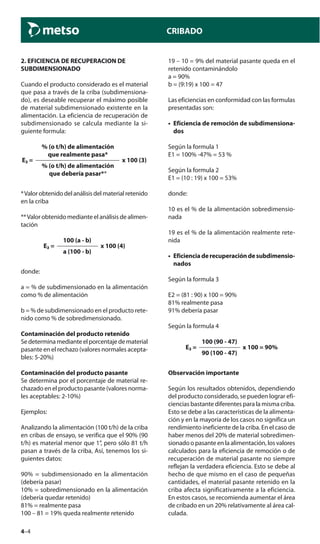
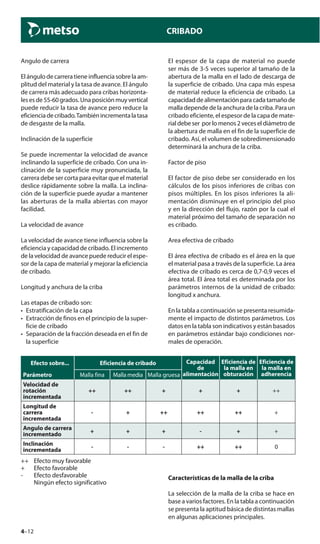
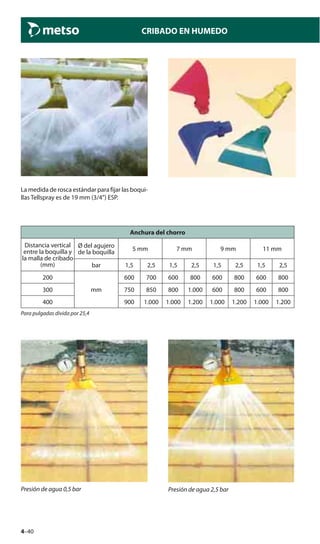
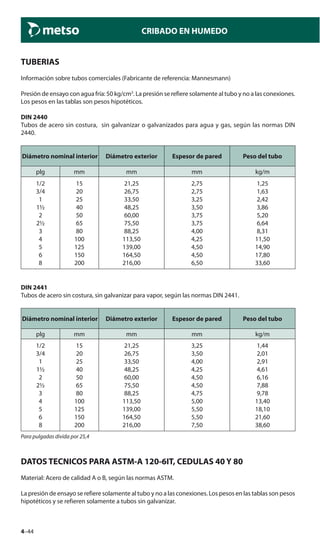
![4–25
Cribado
CRIBADO
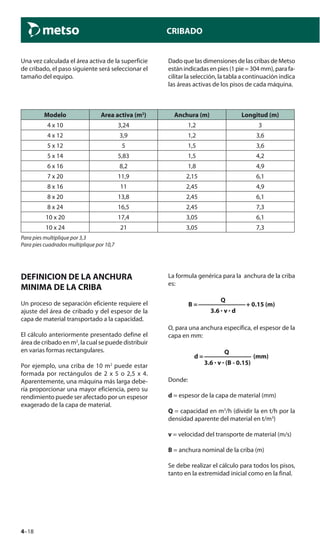
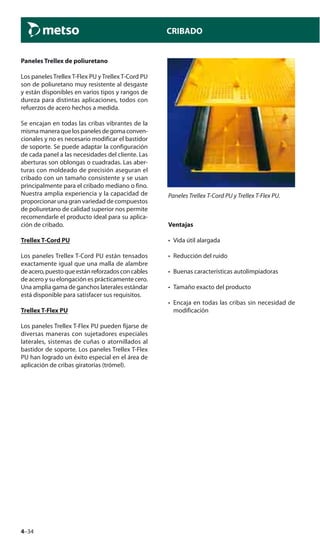
En el Gráfico II, donde se presenta la distribución
granulométrica real del material pasante y rete-
nido, se puede decir que la clasificación se hace a
8 mm,conel80%deeficienciaenrelaciónconel
subdimensionado(80%pasante<8mm)y100%
eficiencia en relación con el sobredimensionado
(100% del materal retenido > 8 mm).
También se puede decir que la separación se
hace a 12 mm con el 100% de eficiencia en rela-
ción con subdimensionado y el 75% en relación
con sobredimensionado.
%pasante
Tamaño
99
90
70
50
20
10
1
Gráfico II
Dependiendo de la elección, podemos definir
cualquier tamaño entre 8 y 12 mm como punto
de corte con la correspondiente eficiencia de
clasificación, pero será siempre una evaluación
subjetiva.
Lo que realmente describe la calidad de la sepa-
ración es la superposición entre las curvas del
material pasante y retenido. Si no hay superpo-
sición se logra la excelencia ideal.
La formula que se propone para medir la exce-
lencia es la siguiente:
E = 1 - x [1 - ∆D / (D + d)]
Donde:
D = dimensión correspondiente al 99% de mate-
rial pasante (99% subdimensionado es < D)
d = dimensión correspondiente al 99% de mate-
rial retenido (99% subdimensionado es > d)
Δ = (D – d) la extensión de la zona de superpo-
sición
Un proceso de separación eficiente debe mante-
ner la excelencia a niveles del 80 - 90%.
La utilización de mallas espesas de goma y po-
liuretano con aberturas cuadradas u oblongas
implica valores de excelencia inferiores a los que
se obtienen con mallas de alambre de acero.
Algunas de las características o propiedades de
la excelencia son:
–Sepuedeexpresarlaexcelenciacomo%ytiene
un significado similar a la eficiencia.
– Cuanto menor la diferencia entre d y D mayor
será la eficiencia, significando que la separación
fue más exacta o menos dispersa.
– Si se cambian algunas condiciones de una
planta de cribado, tales como el tipo de malla
(placa perforada, alambre de acero, goma, po-
liuretano, etc.) o el tipo de abertura (redonda,
cuadrada, rectangular, etc.), el nuevo valor de
excelencia permite evaluar si se ha logrado al-
guna mejora en comparación con los resultados
anteriores.
– El valor de separación promedio (d + D)/2 es
indicativo del tamaño efectivo de separación o
de corte.
– A la medida que la diferencia ΔD aumenta, más
el valor de separación promedio (tamaño de se-
paración) se desvía del tamaño de la abertura de
la malla, incrementando el contenido de sobre-
dimensionado en el pasante y de subdimensio-
nado en el retenido, lo que significa una mayor
contaminación en las dos fracciones.](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-102-320.jpg)








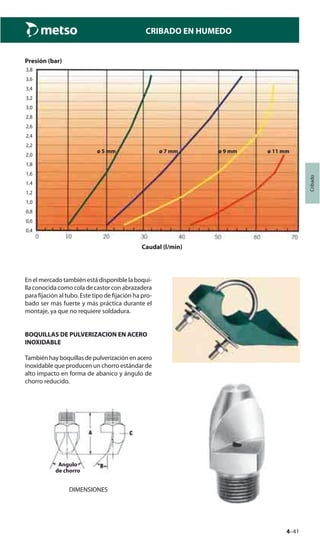

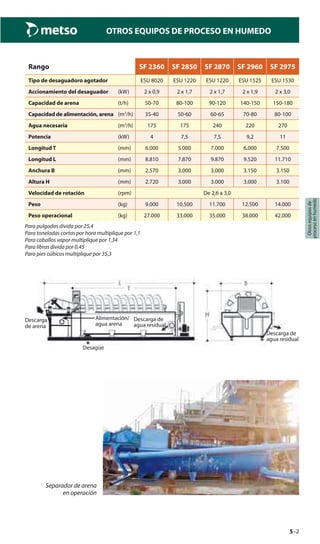
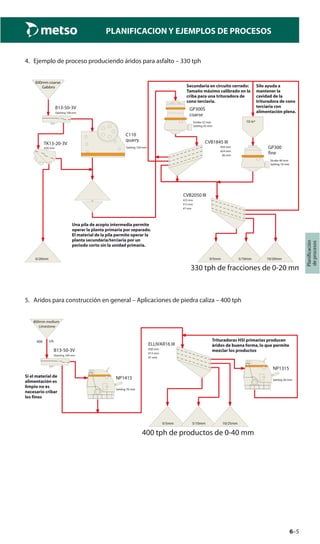
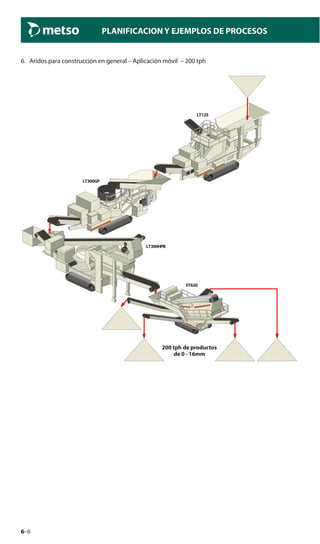
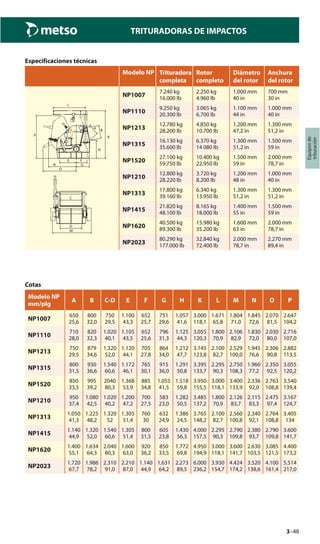
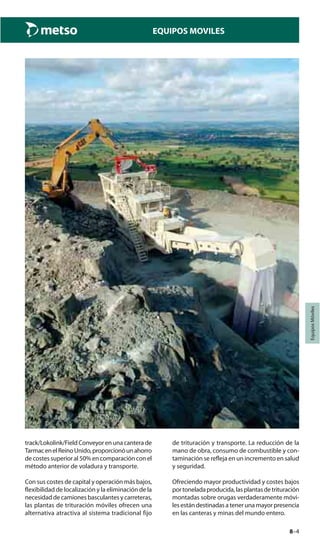
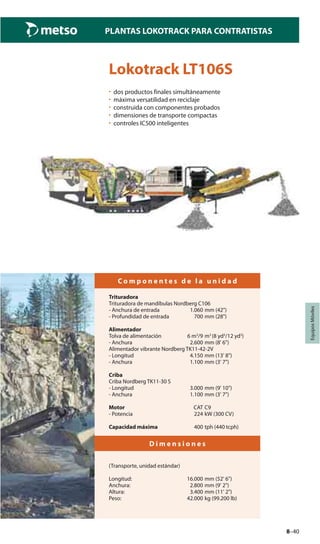
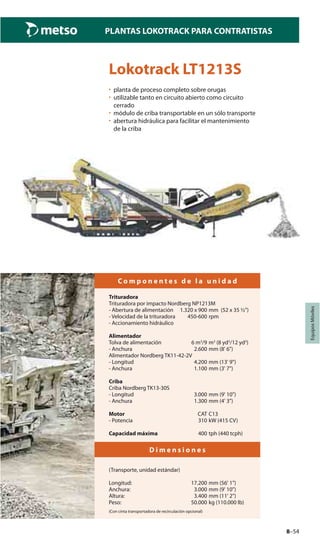
![6–8
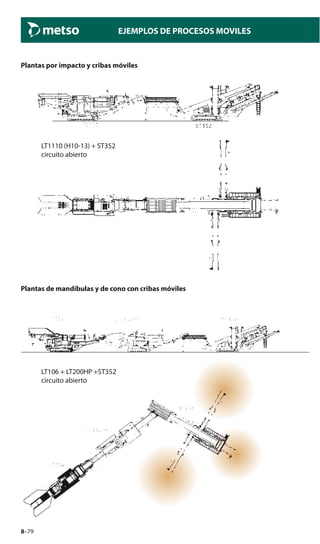
PLANIFICACION Y EJEMPLOS DE PROCESOS
Quarry face Road pavement
LT110 or LT125
LT300B
LT300
Subgrade
Sub-base
Blanket course
Roadbase
Wearing course
Frente de cantera Pavimento de la carretera
Capa de rodadura
Base
Sub-base
Capa aislante
Explanada
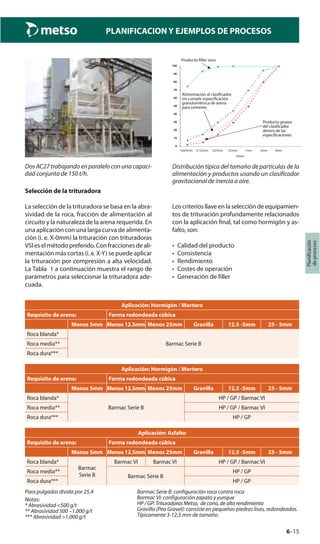
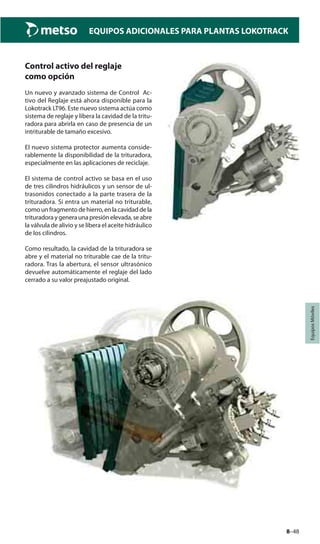
Algunas informaciones relativas
a la aplicación
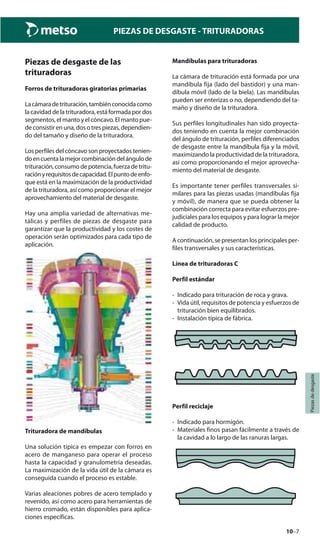
Hay cuestiones que deben ser tenidas en cuenta
en relación con a dos aplicaciones principales en
las cuales se utilizan la mayor parte de los áridos:
carreteras y construcción. Esas cuestiones llave
se resumen a continuación.
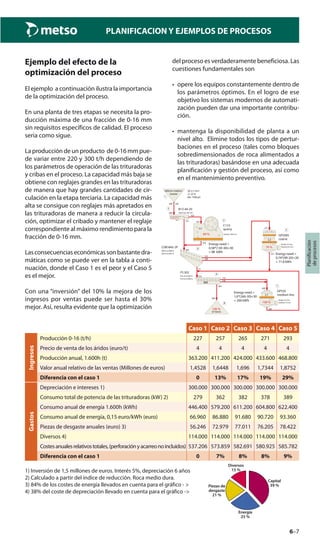
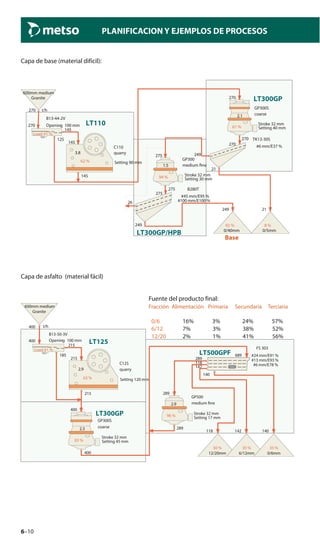
Construcción de carreteras
Combinandoloscostesconelconsumodeáridos
en la capa de superficie se obtiene el siguiente
gráfico, en el cual se demuestra que el coste de
betún determina el coste de la capa de superfi-
cie. Así, si el uso de áridos de alta calidad puede
alargar la vida de una carretera, ello representa
una inversión con reembolso garantizado.
100
80
60
40
20
0
Aridos Betún Filler
Volumen (kg/tonelada de asflto)
Coste (coste/tonelada)
Proporción%
Proporciones de costes y volumen de los ingredientes en el asfalto
Importancia de los áridos:
• aumenta la resistencia al desgaste (y ahorra
coste de mantenimiento)
• mejora la trabajabilidad
• fricción interna para resistir a cargas en la su-
perficie
Requisitos relativos a los áridos:
• forma angular, pero no lajosa o alargada
• granulometría constante
• alto índice de huecos en el material a granel
Dependiendo del área geográfica, puede haber
varias capas en la construcción de una carretera.
Subgrade
Sub-base
Blanket course
Roadbase
Wearing courseCapa de rodadura
Base
Sub-base
Capa aislante
Explanada
Consumo típico de árido en una autoría de 10
m de anchura
Capa Espesor
[mm]
Peso
[t/km]
Capa de
rodadura
20 – 200 320 – 3.200
Base 100 – 250 1.600 – 4.000
Sub-base 300 4.800
Capa
aislante
150 – 300 2.400 – 4.800
Explanada – 1.000 16.000
Lacapaencuestiónylascaracterísticasdelaroca
tienen una gran influencia en el proceso usado.
La figura a continuación da una indicación de
cuántas etapas de trituración son necesarias
para las diferentes capas.
Una sub-base puede producirse con una sola
planta de dos etapas, mientras que las capas
más cercanas de la superficie requieren por lo
menos dos y, en algunos casos, cuatro etapas
para producir fracciones de alta calidad.](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-143-320.jpg)
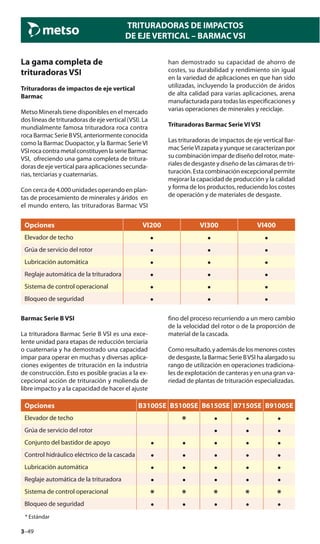
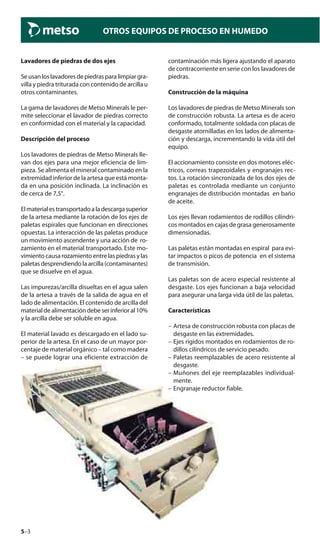
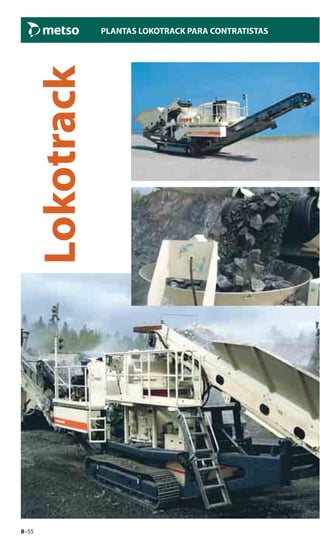
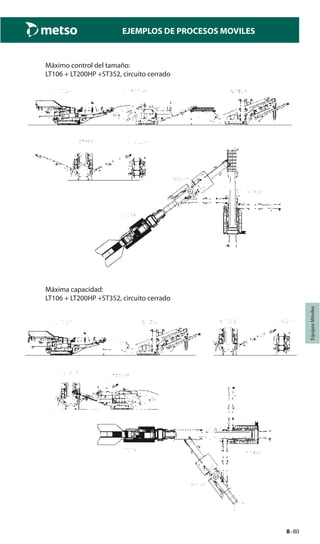
![6–12
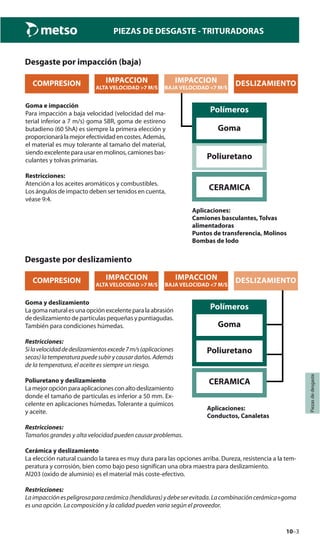
PLANIFICACION Y EJEMPLOS DE PROCESOS
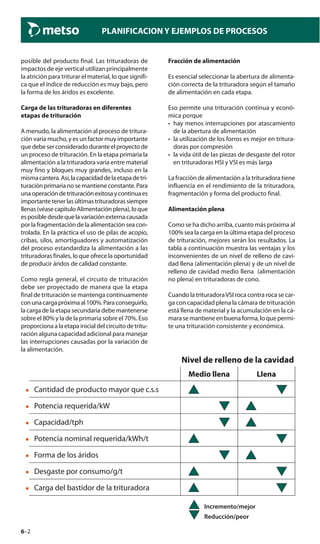
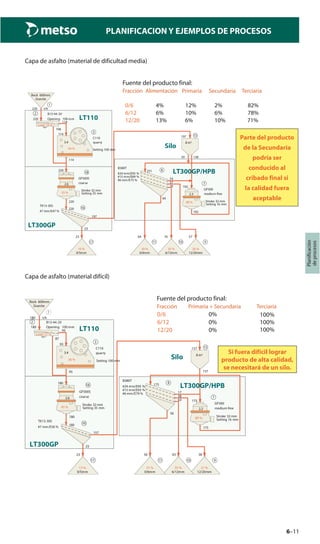
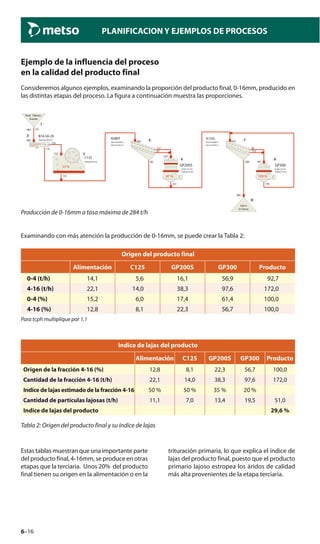
Capa de asfalto + balasto de ferrocarril (material difícil)
End Product Source:
Fraction Primary+Secondary Tertiary
0/6 0% 100%
6/12 0% 100%
12/20 0% 100%
A silo is needed, if it is
hard to achieve high
quality product
1
t/h
Granite
Rock 600mm
350
2 B13-44-2V
Load 53 %
Opening 100 mm350
181
169
3
Setting 100 mm
C110
70 %
quarry3.4
181
181
7
Stroke 32 mm
GP300
93 %
medium fine1.6
Setting 16 mm
182
182
8
B380T
#24 mm/E95 %
#15 mm/E94 %
#6 mm/E75 %
182
65
9
10 %
12/20mm
35
10
19 %
6/12mm
66
11
18 %
0/6mm
65
15
8 m3
166
166
16
CVB1540 III
#67 mm/E94 %
#34 mm/E88 %
#5 mm/E59 %
390
36
17
10 %
0/5mm
36
18
GP300S
84 %
coarse2
390
390
19
42 %
32/64mm
148
Railway
ballast
LT110
LT300GP
LT300GP/HPB
Silo
40
148
166
17
35
66
Stroke 32 mm
Setting 43 mm
Si fuera difícil lograr
producto de alta calidad,
se necesitará de un silo.
Fuente del producto final:
Fracción Primaria + Secundaria Terciaria
Balasto de
ferrocarril
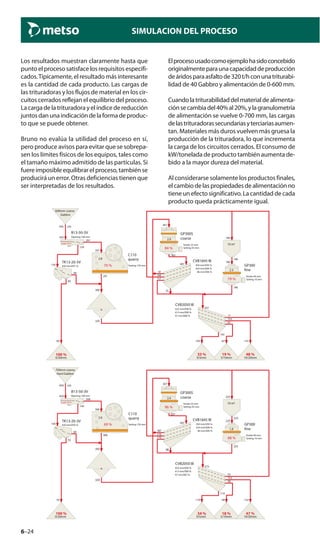
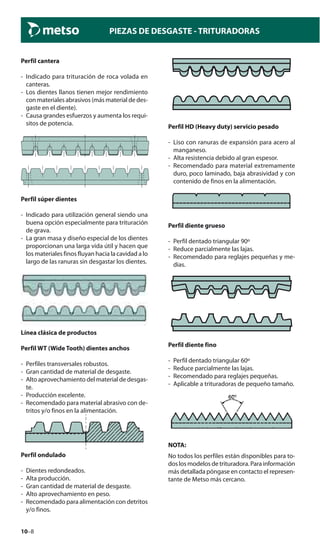
En los cuatro últimos diagramas de flujo se pue-
de ver la proporción de material final provenien-
te de las diferentes trituradoras. En el caso más
difícil el 100% del producto final pasa a través de
todas las tres etapas de trituración.
Construcción general, por ejemplo,
edificaciones
Partiendo de la misma perspectiva, podemos
examinar los áridos en aplicaciones de hormi-
gón. Esto está mostrado en la Figura 3, la cual
demuestra una situación muy similar a la del
asfalto.
100
80
60
40
20
0
Aridos Cemento Agua Mezcla
Masa [kg/m3
]
Coste [coste/m3
]
Proporción%
Proporciones de costes y volumen de los
ingredientes en hormigón“medio”
Importancia de los áridos
• reduce en contenido de cemento (=> reduc-
ción del precio)
• mejora la trabajabilidad, y así
• incrementa la resistencia del hormigón endu-
recido
Requisitos relativos a los áridos:
• forma esférica, cúbica (“cara lisa”) de las partí-
culas (no lajosa o alargada)
• granulometría uniforme
• baja superficie especifica de partículas de
arena y
• bajo contenido de huecos en 0/4
• contenido controlado de microfinos: arcilla y
otros microfinos orgánicos son perniciosos en
el hormigón
Fotografía de un flujo deficiente de cemento
Los hormigones de clases de resistencia distintas
tienen algunos requisitos, los cuales se presen-
tan resumidamente en la Tabla 1.
Lafotografíaarribamuestraunejemplodecomo
un flujo deficiente de cemento arruina una su-
perficie. Esto puede ser evitado mejorando la
calidad de los áridos en base a la correcta rela-
ción agua/cemento (W/C).](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-147-320.jpg)
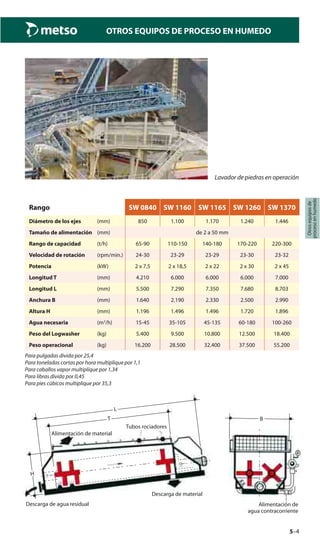
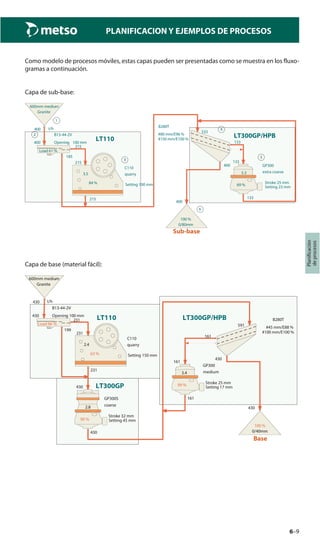
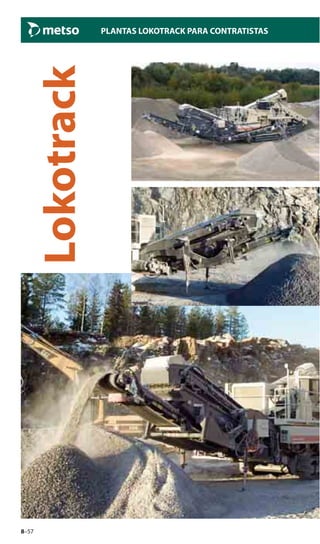
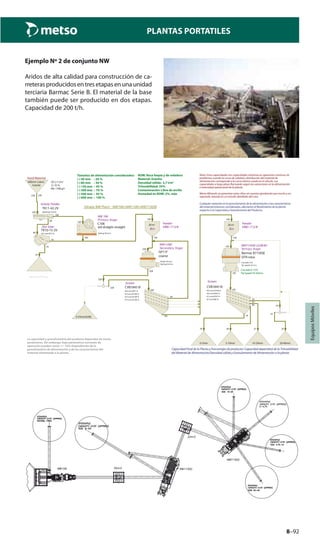
![6–19
Simulación
delproceso
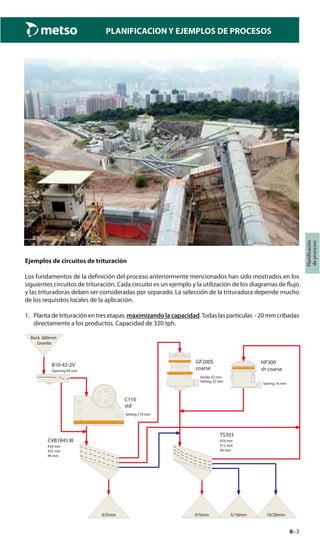
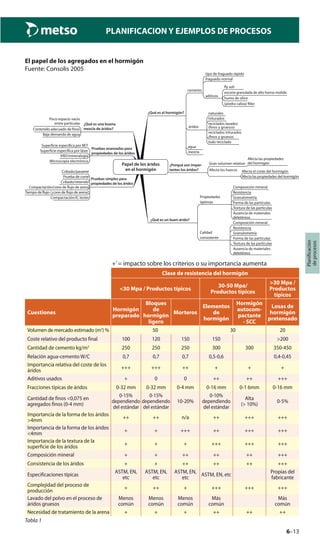
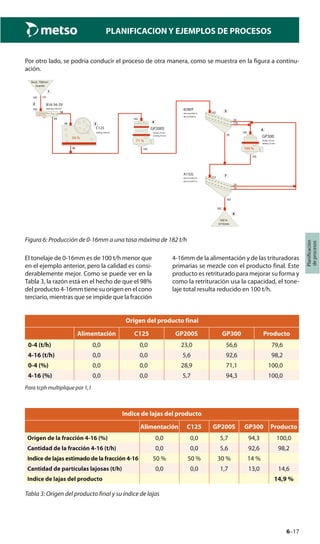
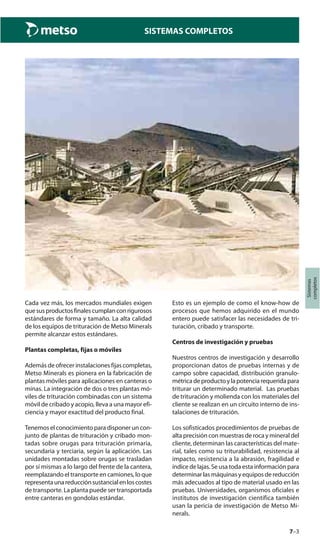
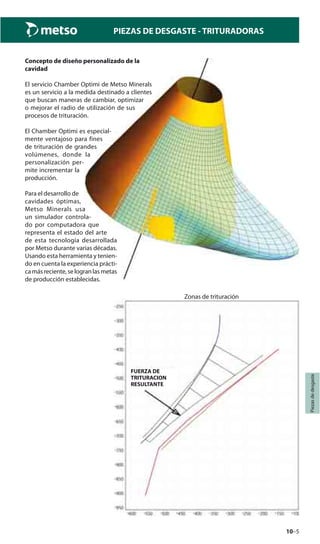
SIMULACION DEL PROCESO
Influencia en los costes &
ingresos de una planta de
trituración
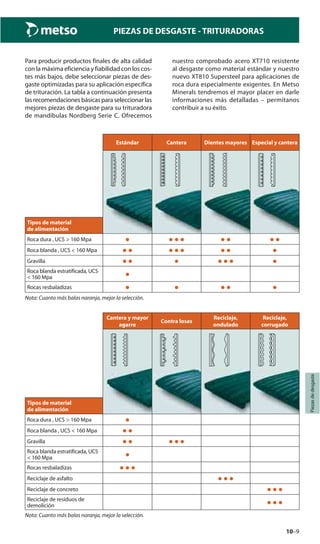
El diagrama de flujos a continuación representa
una planta móvil típica capaz de producir varias
fracciones, dependiendo de las aberturas de la
criba. Las fracciones producidas por esta planta
son las siguientes:
• 0-12 mm y 8-16 mm
• 3-6 mm y 0-16 mm
• 3-6 mm y 0-31 mm
• 8-16 mm y 0-63 mm
• 8-16 mm y 0-90 mm
Lasvariablesusadasenelanálisissonlassiguien-
tes:
• tasa de utilización o disponibilidad de la planta
• coste de energía
• abrasividad de la roca
• dureza de la roca
La producción de la planta fue de 110.000 to-
neladas con una tasa de utilización del 80% y la
cantidades de producción de las varias fraccio-
nes fueron constantes.
Como base para la configuración de la planta, la
economía de la configuración fue la siguiente:
12
t/h
Granite
SD 2.73 t/m3600mm coarse
Abr 1260 g/t
Cr 38 %
220
13 B13-56-2V
Load 38 %
Opening 75 mm220
156
64
14
Setting 100 mm
C110
57 %
quarry3.7
156
156
15
Stroke 32 mm
~GP300S
91 %
extra coarse2.2
Setting 44 mm
250
250
16 B3100T
#65 mm/E94 %
#36 mm/E94 %
#19 mm/E91 %
385
30
65
95
195
17
Stroke 25 mm
GP300
100 %
medium2.3
Setting 16 mm
160
160
18 B280T
#8 mm/E79 %
#3 mm/E90 %
160
108
25
27
19
11 %
3/6mm
25
20
89 %
0/16mm
195
21
10 m3
195
195
SIMULACION 3-6 10
Utilización de la planta Precio de la energía 8-16 5
0-12 4,4
71%08 ct/kWh 0-16 4
Abrasividad de la roca Triturabilidad de la roca 0-31 4
0-63 4
1300 g/t 37 % 0-90 4
COSTES
15018
Costes
simulados
[]
INGRESOS
0-90
0-63
0-31
0-16
0-12
8-16
3-6
Margen %
-40,0%
-30,0%
-20,0%
-10,0%
0,0%
10,0%
20,0%
30,0%
40,0%
PRODUCTO PRECIO (e/t)
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
Transporte de la planta
Montaje y desmantelamiento
de la planta
Material rocoso
Producto final para almacén
(incluye mano de obra, capital,
etc.)
Carga primaria (incluye mano
de obra, capital, etc.)
Martilleo de sobredimen-
sionado (incluye mano de obra,
capital, etc.)
Perforación y voladura (incluye
mano de obra, capital, etc.)
Mantenimiento, reparaciones
Piezas de desgaste
Energía (Coste total grupo
generador diesel)
Sueldos, operador de la planta
de trituración
Capital (excluyendo cargadoras,
grupos gen. o excavadoras)
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
Margen%
Margen %
[]
Producción
simulada](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-154-320.jpg)
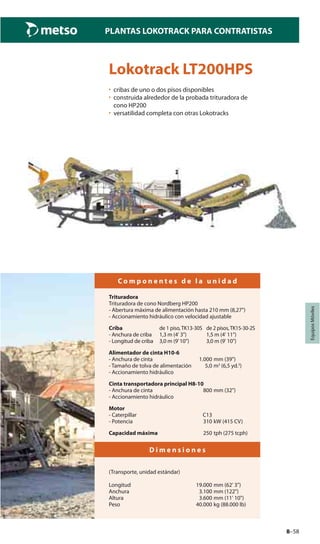
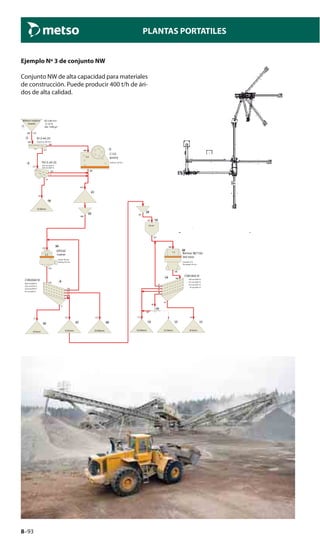
![6–20
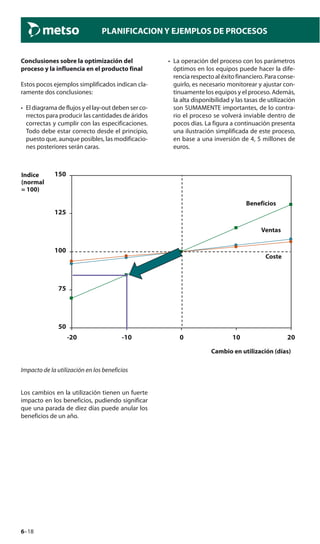
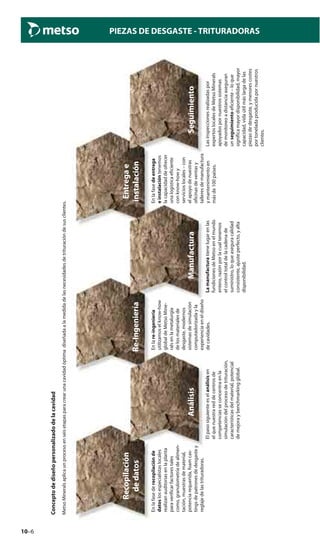
SIMULACION DEL PROCESO
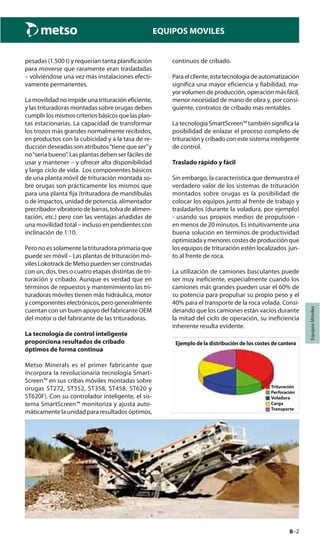
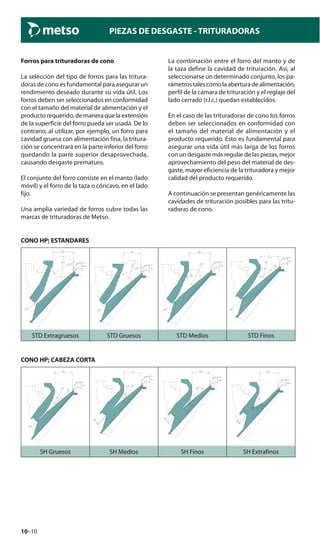
En las figuras a continuación, se hicieron los si-
guientes cambios:
• Tasa de utilización del 80% -> 65%
• Consumo de energía + 50%
• Abrasividad de la roca + 50% (desde abrasivi-
dad media a alta)
• Dureza de la roca desde media a dura
12202
SIMULACION 3-6 10
8-16 5
0-12 4,4
7165 % ct/kWh 0-16 4
0-31 4
0-63 4
1300 g/t 37 % 0-90 4
[]
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
[]
0-90
0-63
0-31
0-16
0-12
8-16
3-6
-40,0%
-30,0%
-20,0%
-10,0%
0,0%
10,0%
20,0%
30,0%
40,0%
Margen%
Margen %
Utilización de la planta Precio de la energía
Abrasividad de la roca Triturabilidad de la roca
PRODUCTO PRECIO (e/t)
Transporte de la planta
Montaje y desmantelamiento
de la planta
Material rocoso
Producto final para almacén
(incluye mano de obra, capital,
etc.)
Carga primaria (incluye mano
de obra, capital, etc.)
Martilleo de sobredimen-
sionado (incluye mano de obra,
capital, etc.)
Perforación y voladura (incluye
mano de obra, capital, etc.)
Mantenimiento, reparaciones
Piezas de desgaste
Energía (Coste total grupo
generador diesel)
Sueldos, operador de la planta
de trituración
Capital (excluyendo cargadoras,
grupos gen. o excavadoras)
COSTES
Costes
simulados
INGRESOS Margen %
Producción
simulada
Tasa de utilización del 80% -> 65%
15018
0-90
0-63
0-31
0-16
0-12
8-16
3-6
-40,0%
-30,0%
-20,0%
-10,0%
0,0%
10,0%
20,0%
30,0%
40,0%
[]
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
[]
3-6 10
8-16 5
0-12 4,4
25%08 ct/kWh 0-16 4
0-31 4
0-63 4
1300 g/t 37 % 0-90 4
SIMULACION
Utilización de la planta Precio de la energía
Abrasividad de la roca Triturabilidad de la roca
COSTES
Costes
simulados
INGRESOS Margen %
PRODUCTO PRECIO (e/t)
Transporte de la planta
Montaje y desmantelamiento
de la planta
Material rocoso
Producto final para almacén
(incluye mano de obra, capital,
etc.)
Carga primaria (incluye mano
de obra, capital, etc.)
Martilleo de sobredimensiona-
do (incluye mano de obra,
capital, etc.)
Perforación y voladura (incluye
mano de obra, capital, etc.)
Mantenimiento, reparaciones
Piezas de desgaste
Energía (Coste total grupo
generador diesel)
Sueldos, operador de la planta
de trituración
Capital (excluyendo cargadoras,
grupos gen. o excavadoras)
Margen%
Margen %
Producción
simulada
Consumo de energía + 50%](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-155-320.jpg)
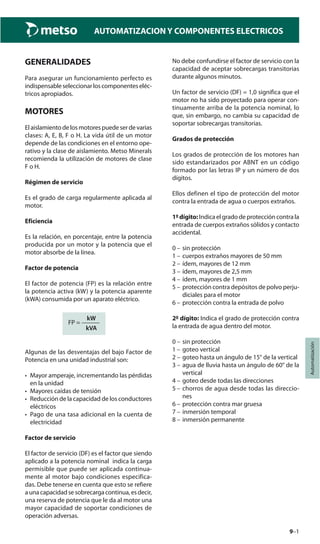
![6–21
Simulación
delproceso
SIMULACION DEL PROCESO
61668
0-90
0-63
0-31
0-16
0-12
8-16
3-6
-40,0%
-30,0%
-20,0%
-10,0%
0,0%
10,0%
20,0%
30,0%
40,0%
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
3-6 10
8-16 5
0-12 4,4
17%08 ct/kWh 0-16 4
0-31 4
0-63 4
2500 g/t 37 % 0-90 4
[]
[]
SIMULACION
Utilización de la planta Precio de la energía
Abrasividad de la roca Triturabilidad de la roca
COSTES
Costes
simulados
INGRESOS Margen %
PRODUCTO PRECIO (e/t)
Margen%
Margen %
Producción
simulada
Transporte de la planta
Montaje y desmantelamiento
de la planta
Material rocoso
Producto final para almacén
(incluye mano de obra, capital,
etc.)
Carga primaria (incluye mano
de obra, capital, etc.)
Martilleo de sobredimensiona-
do (incluye mano de obra,
capital, etc.)
Perforación y voladura (incluye
mano de obra, capital, etc.)
Mantenimiento, reparaciones
Piezas de desgaste
Energía (Coste total grupo
generador diesel)
Sueldos, operador de la planta
de trituración
Capital (excluyendo cargadoras,
grupos gen. o excavadoras)
Abrasividad de la roca + 50% (desde abrasividad media a alta)
cambios de las piezas de desgaste de manera a
prolongar la utilización de las piezas, minimizan-
do los períodos de inactividad de la planta. Una
reducción de la tasa de utilización de la planta
puede ser fatal para la rentabilidad anual. Natu-
ralmente, esto varía según la composición de la
planta y la estructura de los costes.
15018
0-90
0-63
0-31
0-16
0-12
8-16
3-6
-40,0%
-30,0%
-20,0%
-10,0%
0,0%
10,0%
20,0%
30,0%
40,0%
[]
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
700 000
600 000
500 000
400 000
300 000
200 000
100 000
0
[]
3-6 10
8-16 5
0-12 4,4
17%08 ct/kWh 0-16 4
0-31 4
0-63 4
1300 g/t 20 % 0-90 4
SIMULACION
Utilización de la planta Precio de la energía
Abrasividad de la roca Triturabilidad de la roca
COSTES
Costes
simulados
INGRESOS Margen %
PRODUCTO PRECIO (e/t)
Margen%
Margen %
Producción
simulada
Transporte de la planta
Montaje y desmantelamiento
de la planta
Material rocoso
Producto final para almacén
(incluye mano de obra, capital,
etc.)
Carga primaria (incluye mano
de obra, capital, etc.)
Martilleo de sobredimensiona-
do (incluye mano de obra,
capital, etc.)
Perforación y voladura (incluye
mano de obra, capital, etc.)
Mantenimiento, reparaciones
Piezas de desgaste
Energía (Coste total grupo
generador diesel)
Sueldos, operador de la planta
de trituración
Capital (excluyendo cargadoras,
grupos gen. o excavadoras)
Dureza de la roca entre media y dura
En conclusión, dos factores principales determi-
nan la rentabilidad con una determinada repar-
tición de la producción y de los precios de venta
entre las distintas fracciones. Estos factores son
la tasa de utilización/disponibilidad de la planta
y los costes de las piezas de desgaste. Estos fac-
toressondeterminantesenlaplanificacióndelos](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-156-320.jpg)
![6–22
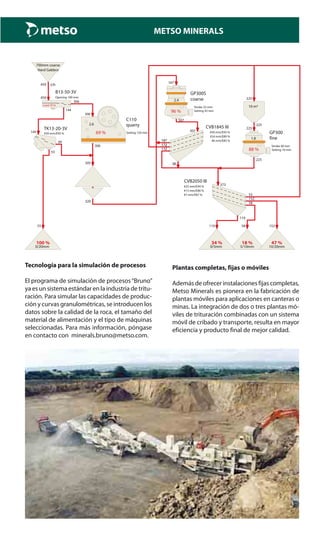
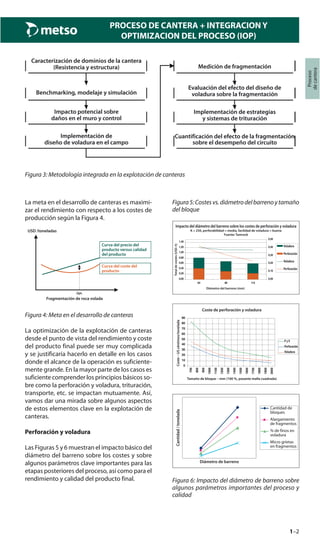
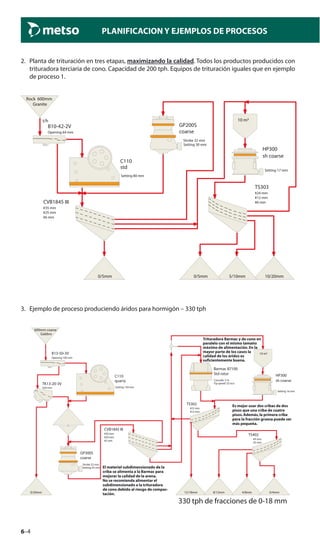
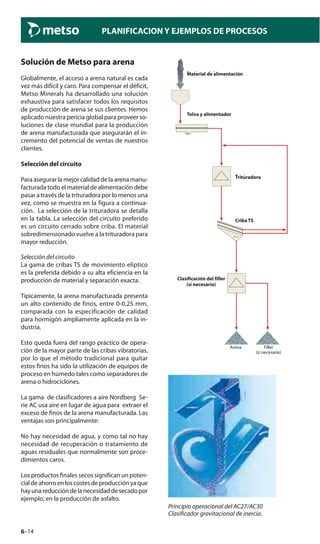
SIMULACION DEL PROCESO
Programa de simulación de
procesos de trituración Bruno
El objetivo básico de la planificación del proceso
de trituración es posibilitar la definición de un
proceso capaz de satisfacer los requisitos de ca-
lidad y cantidad del producto final de una forma
fiable y económica. El aumento de la movilidad
de los equipos de trituración plantea nuevos re-
quisitos. Se exige que las máquinas inicialmente
optimizadas para ciertos procesos también se
adapten a otras aplicaciones con rendimientos
aceptables.
El programa Bruno es una herramienta fácil de
usar, concebida para la planificación y simula-
ción de procesos de trituración. Con el Bruno,
sepuedenestudiarrápidamentevariascombina-
ciones de máquinas para ciertas aplicaciones o
determinar si los equipos existentes están aptos
para otras aplicaciones
El modelo de cálculo
La capacidad fundamental del programa Bruno
es el modelación fiable de una máquina. El pro-
grama se basa en una extensa cantidad de datos
obtenidos de pruebas realizadas con todos los
tipos de trituradoras en varias aplicaciones. Las
pruebas revelaron el proceso de transformar el
material alimentado en productos. El resultado
del proceso se llama rendimiento de la máqui-
na.
Hay dos principios conductores en la modela-
ción del rendimiento de una máquina con el
programa Bruno:
1.El rendimiento depende del mismo reglaje y
ajustes que en la vida real.
2.Las variables relacionadas con el rendimiento
están todas interconectadas.
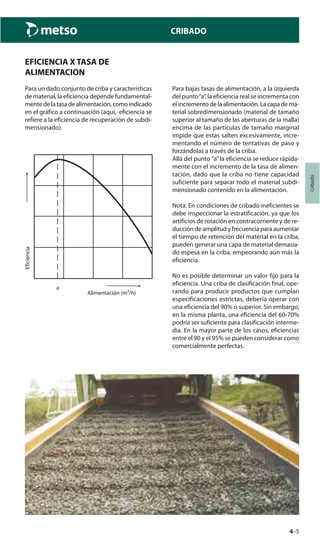
En el Bruno hay dos conjuntos de parámetros
de entrada (Figura 1), o sea, los parámetros de
la máquina y los parámetros del proceso. En la
vida real algunos de ellos se pueden controlar,
los demás dependen del sitio de trituración, apli-
cación, etc. Sin embargo, los parámetros, juntos,
determinan el rendimiento de la trituradora, el
cual se describe mediante la granulometría del
producto, tasa de producción y consumo de
energía.
Puesto que los parámetros están interconecta-
dos, el cambio de uno afecta todas las tres cifras
clave del rendimiento. Obviamente, cada pará-
metro de entrada tiene un impacto diferente en
los resultados, pero no hay un parámetro que
cambiara solo una de las cifras clave.
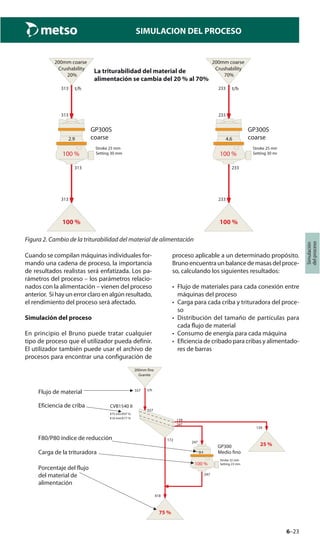
En la Figura 2 el único cambio es en la triturabi-
lidad del material de alimentación. Ese cambio
reduce la tasa de producción en el 25%. Hace el
producto más fino y el requisito de energía es
el 45% más bajo.
Crusher
• css
• throw
• speed
• cavity
• size
• Product grading
• Throughput [t/h]
• Power consumption
• Feed material crushability, solid density, surface moisture, abrasiveness, gravel %
• Feed grading
• Feed rate [t/h]
• Triturabilidad del material de alimentación, densidad sólida, humedad superficial,
abrasividad, % de grava
• Granulometría de la alimentación
• Tasa de alimentación [t/h]
Trituradora
• Reglaje del
lado cerrado
• excentricidad
• velocidad
• cavidad
• tamaño
• Granulometría del producto
• Tasa de producción
• Consumo de energía
Figura 1. Entradas y salidas de un modelo de cálculo del rendimiento de una trituradora](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-157-320.jpg)











































![12–8
Información
técnica
ESTANDARES E INFORMACION TECNICA
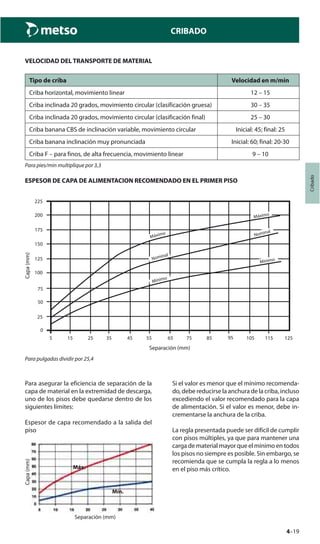
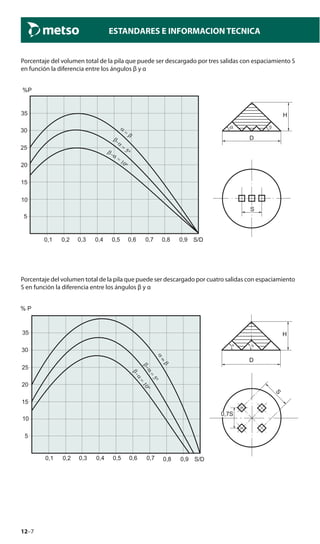
Porcentaje del volumen cortado por una pared lateral en función de S/D
Incremento porcentual del volumen descargado por la salida inferior en función del tamaño de la aber-
tura de salida. Este gráfico es válido para cualquier número de salidas. Para calcular los volúmenes útiles
multiplique los porcentajes de los gráficos en las páginas 14-3 – 14-5 por el porcentaje de incremento
en el gráfico a continuación.
[%] P
a =
2 m
H=25m
H=20mH=16mH=13m
H
=10m
H
=
8 m
a=
2,5
m
a = 1,6 m
a = 1 m
a = 0,6 m
a = 0,4 m
H = 6 m](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-290-320.jpg)
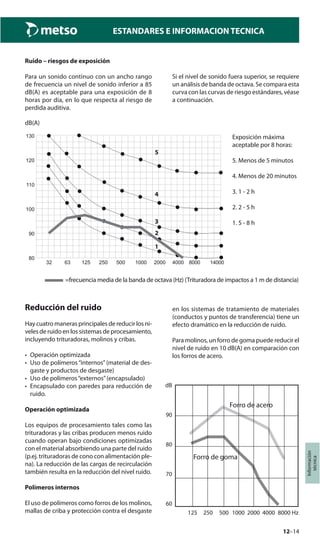
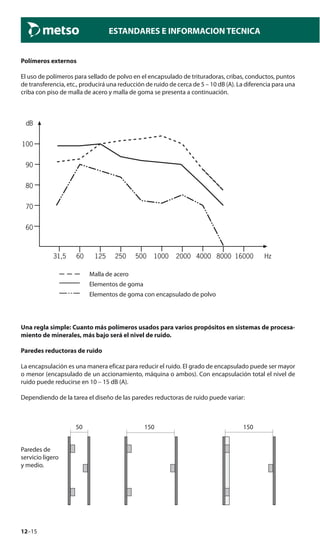
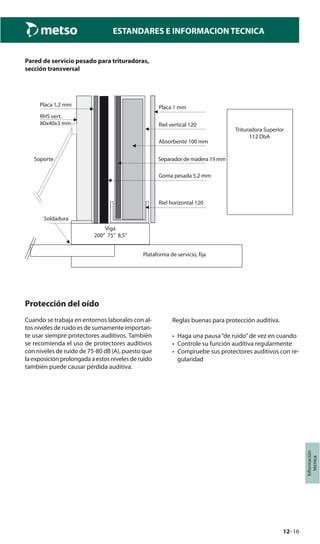
![12–13
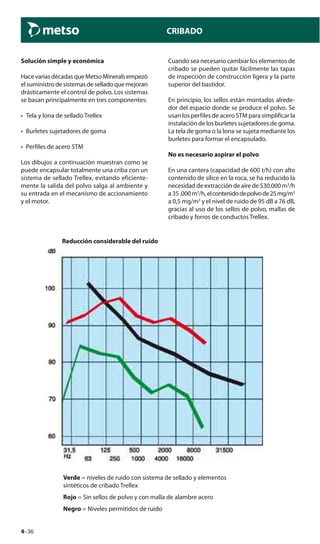
ESTANDARES E INFORMACION TECNICA
Ruido
Generalidades
En el procesamiento de minerales hay varias
máquinas ruidosas (trituradoras, cribas, y mo-
linos).
Por definición el ruido es un “sonido no desea-
do”. Puesto que el sonido“son variaciones de la
presión del aire”tenemos que encontrar un nivel
de presión de aire que pueda ser tolerado por
los operadores. El ruido, además causar perdi-
da auditiva, también afecta negativamente a la
presión sanguínea, causa distracción, interfiere
en la comunicación verbal y la observación de
señales de aviso o situaciones peligrosas.
Sonido – básico
Para el ser humano, el rango de presión de so-
nido desde el sonido más bajo audible hasta el
sonido más alto soportable sin dolor es
de 0,00002Pa (2μPa) a 20 Pa.
(1 psi = 6,89kPa).
Parasermáspráctico,elrangodepresióndesonido
arribamencionadoseconvierteenniveldepresión
de sonido mediante la siguiente formula:
Lp = 20x log P/Po (Po = 2 μPa) convirtiendo el
rango arriba en 0-120 dB (decibeles)!
Sonido experimentado cambio de dB
Nivel de sonido doble + 10dB
Fuentes de sonido dobles + 3dB
Distancia doble a la
fuente de sonido – 6 dB
Habla
Susurro
Rango de audición de un oído normal
Presión del aire (dB)
Nivel desagradable
Avión reactor
Area audible
Martillo
perforador
10 coches
Habla normal
Frecuencia [Hz]
Nivel audible
El limite inferior es el umbral de audición y tiene
una sensibilidad máxima de cerca de 3500 Hz
(frecuencia de resonancia del oído)
La línea superior es la línea de presión de sonido
de 120 dB (línea de dolor)
El ruido mecánico se mide em dB (A), indi-
cando el uso de un filtro A, amortiguando las
frecuencias más bajas (menos prejudiciales a los
operadores)
Infrasonido es el sonido con frecuencia inferior
a 2 Hz (puede ser prejudicial en exposiciones
más largas)
Ultrasonidoeselsonidoconfrecuenciasuperior
a 18 kHz (puede ser prejudicial en exposiciones
más largas)](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-295-320.jpg)
![13–8
Mineralogía
yensayos
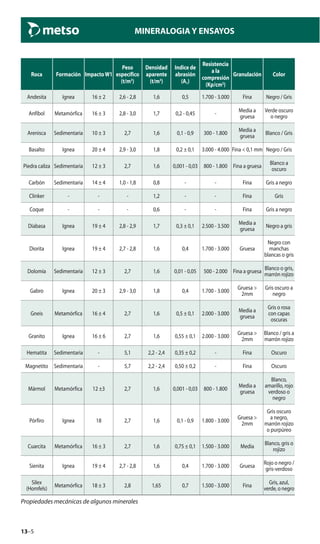
MINERALOGIA Y ENSAYOS
3.3 Densidad aparente (ρb)
El método más común para determinar la densi-
dad aparente suelta utiliza un contenedor seco
y limpio. La muestra de árido debe ser secada
a 110°C hasta se obtener una masa constante.
Se pesa el contenedor (m1). Se llena calmamen-
te el contenedor hasta rebosar el árido. Debe
minimizarse la segregación mientras se llena el
contenedor. Se debe remover cualquier exceso
de árido con una regla, evitando compactar la
superficie. Se pesa en contenedor lleno (m2
).
La densidad aparente es la masa espécimen di-
vidida por el volumen del contenedor.
ρb = (m2 - m1)/V
La densidad aparente compactada es siempre
mayor o igual que la densidad aparente suelta.
Debido a la variación en el grado de compacta-
ción,ladensidadaparentenoestanexactacomo
la densidad sólida.
La densidad aparente no es solo una medida
de propiedad física de la roca, sino una medida
del producto de áridos. También depende de la
granulometría y forma del producto.
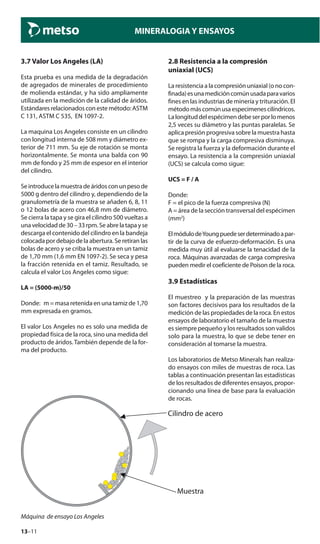
3.4 Abrasividad (ABR)
y triturabilidad (CR)
El propósito del ensayo es determinar la abra-
sividad y triturabilidad. La abrasividad da una
idea del desgaste causado por la roca. El valor
de triturabilidad puede ser usado para calcular el
grado de dificultad de triturar el material usado
en la prueba.
El aparato de prueba consiste en un cubo exte-
rior que gira la paleta de prueba verticalmente
dentro de una taza cilíndrica. El cubo y la paleta
giran a una velocidad de 4500 rpm. El diámetro
interior de la taza es de 90 mm y la altura de
100 mm.
La paleta de 50 x 25 x 5 mm debe ser secada,
limpia y pesada antes de la prueba. La muestra
de roca debe ser de una fracción de 4/6,3 mm
y pesar 500 g.
La paleta se fija a la ranura del cubo. Se colocan
los 500 g de material en el tambor. La paleta rue-
da durante 5 minutos. Se vacía el tambor y se
criba el material en un tamiz de 1,6 mm. Se pesa
el material pasante y se limpia y pesa la paleta.
3.4.1 Cálculo del resultado
ABR = (Mantes – Mdespués) * 1000 / 0.5 [g/t]
ABR = Abrasividad
Mantes = la masa de la paleta limpia y seca an-
tes del ensayo de abrasividad (g)
Mdespués = la masa de la paleta limpia y seca
después del ensayo de abrasividad (g)
CR = m1.6 / M [%]
CR = Triturabilidad
m1.6 = la masa de partículas menores de 1,6
mm producidas durante el ensayo
M = la masa de partículas usada en el ensa-
yo
Abrasividad/Triturabilidad es el método están-
dar de Metso Minerals para determinar la abra-
sividad y triturabilidad de la roca.
Medidor de abrasión
3.5 Indice de abrasión (Ai)
El índice de abrasión es un parámetro que indica
lafuerzadeabrasióndeunmaterial,normalmen-
te proporcional al porcentaje del contenido de
sílice libre.
El ensayo se lo realiza en un pequeño tambor
rotativo con rotor concéntrico, al cual está fija-
da una placa estándar de acero. El objetivo es
desgastar la placa girando el tambor y el rotor
juntos con la muestra. El índice de abrasión es
numéricamente igual que la pérdida de peso
(gramos) de placa.](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-306-320.jpg)
![13–10
Mineralogía
yensayos
MINERALOGIA Y ENSAYOS
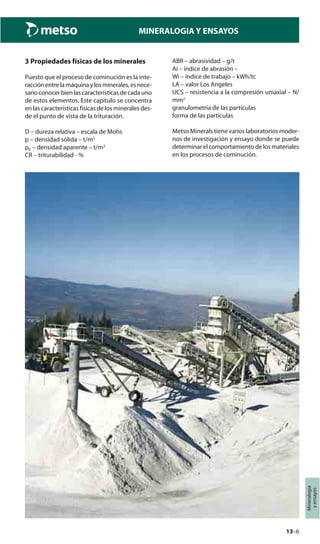
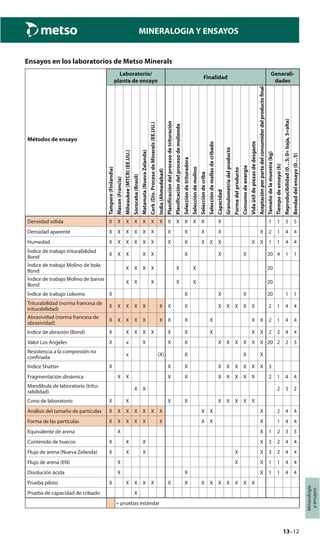
La formula empírica para calcular la energía re-
querida para reducir una tonelada corta es la
siguiente:
E = 10 * Wi * [1/√¯¯P– 1/√¯¯F]
E = energía requerida (kWh/tc)
Wi = índice de trabajo (kWh/tc)
P = malla en micrones a través de la cual pasa
el 80% del producto
F = malla en micrones a través de la cual pasa
el 80% de la alimentación
El factor Wi es determinado con aparato de do-
ble péndulo o en molinos de bolas o barras.
Molino de barras 12”x24” (Molino de barras Bond)
Aparato de doble péndulo
Molino de bolas 12”x12” (Molino de bolas Bond)](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-308-320.jpg)
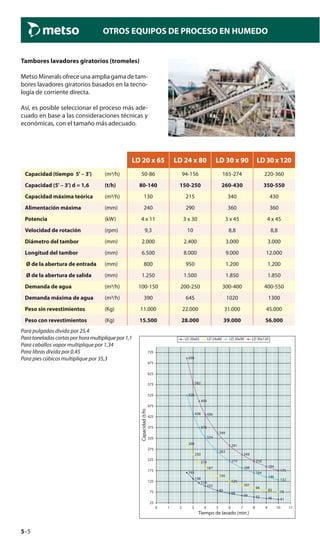
![13–13
MINERALOGIA Y ENSAYOS
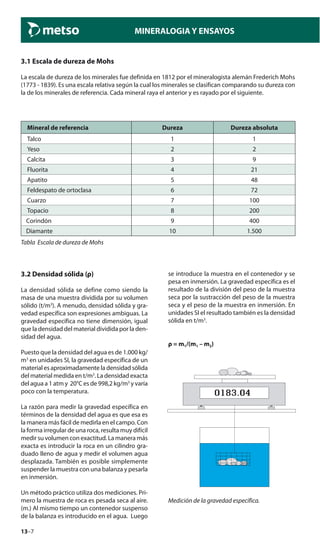
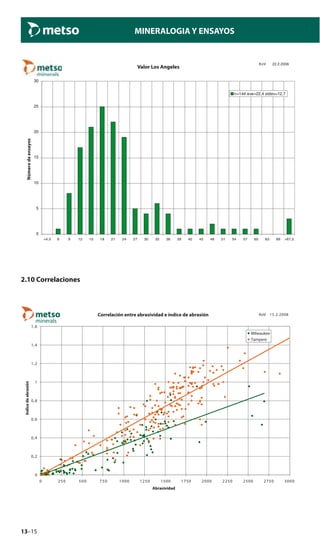
Densidad sólida
0
100
200
300
400
500
600
700
800
900
1000
<1,95
2,0
2,1
2,2
2,3
2,4
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4,0
>4,05
[t/m3]
Númerodeensayos
n=3579 ave=2,81 stdev=0,57
KoV 15.2.2008
Abrasividad
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
100
300
500
700
900
1100
1300
1500
1700
1900
2100
2300
2500
2700
2900
3100
3300
3500
3700
3900
4100
4300
>4400
[ g / t ]
Númerodeensayos
n=5809 ave=1000 stdev=716
KoV 15.2.2008](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-311-320.jpg)
![13–14
Mineralogía
yensayos
MINERALOGIA Y ENSAYOS
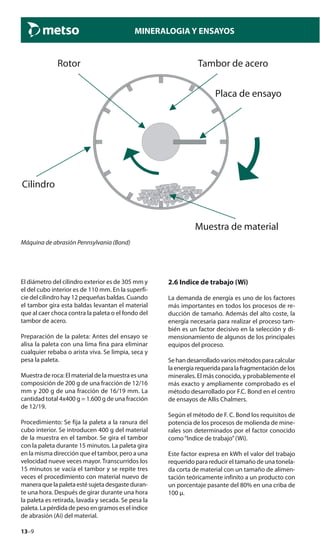
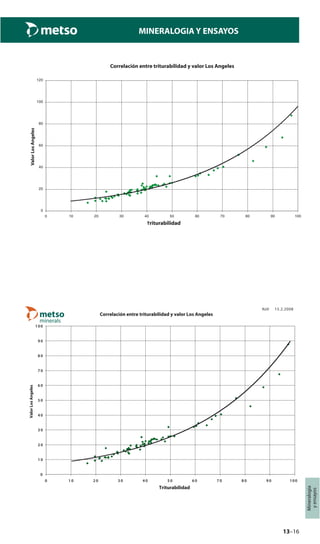
Triturabilidad
0
100
200
300
400
500
600
700
800
900
1000
<16,5
18
21
24
27
30
33
36
39
42
45
48
51
54
57
60
63
66
69
72
75
78
>79,5
[%]
Númerodeensayos
n=5811 ave=39,8 stdev=14,3
KoV 15.2.2008
Indice de trabajo Bond
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
100
110
120
<3,5
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
>24,5
[kWh/t]
Númerodeensayos
n=1432 ave=12,8 stdev=5,6
KoV 15.2.2008](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-312-320.jpg)
![13–19
MINERALOGIA Y ENSAYOS
Clasificación de triturabilidad
Triturabilidad
muy fácil 50 -
fácil 40 - 50
media 30 - 40
difícil 20 - 30
muy difícil - 20
Ai- producto 8mm
muy fácil 60 -
fácil 45 - 60
media 30 - 45
difícil 15 - 30
muy difícil - 15
Clasificación de abrasividad
Abrasividad francesa [g/t]
no abrasiva 0 - 100
ligeramente abrasiva 100 - 600
medio abrasiva 600 - 1200
abrasiva 1200 - 1700
muy abrasiva 1700 -
Indice de abrasión
no abrasiva - 0,1
ligeramente abrasiva 0,1 - 0,4
medio abrasiva 0,4 - 0,6
abrasiva 0,6 - 0,8
muy abrasiva 0,8 -
Indice de trabajo Bond [kWh/t]
muy fácil 0 - 7
fácil 7 - 10
media 10 - 14
difícil 14 - 18
muy difícil 18 -
Valor Los Angeles
muy fácil 27 -
fácil 22 - 27
media 17 - 22
difícil 12 - 17
muy difícil - 12
Indice de Shatter
muy fácil 40 -
fácil 35 - 40
media 30 - 35
difícil 25 - 30
muy difícil - 25](https://image.slidesharecdn.com/manualdetrituracionenespaol-150806170840-lva1-app6891/85/Manual-de-trituracion-317-320.jpg)



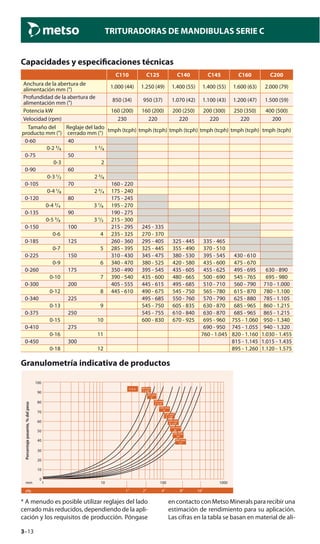
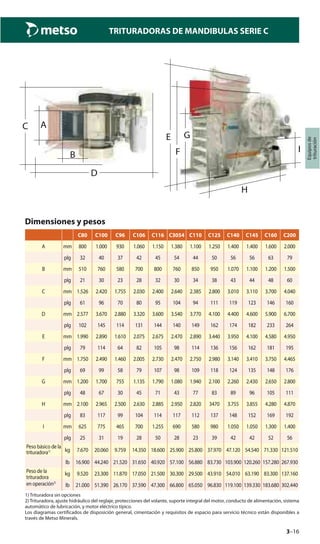
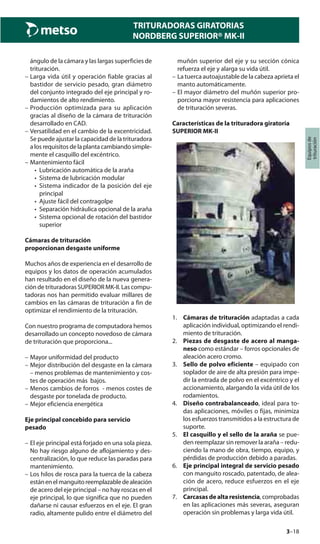
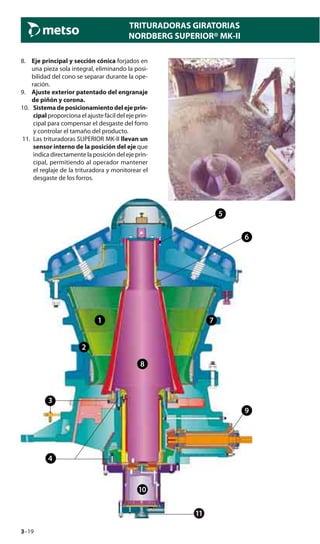
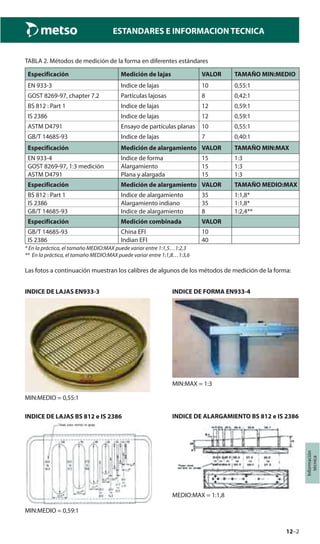
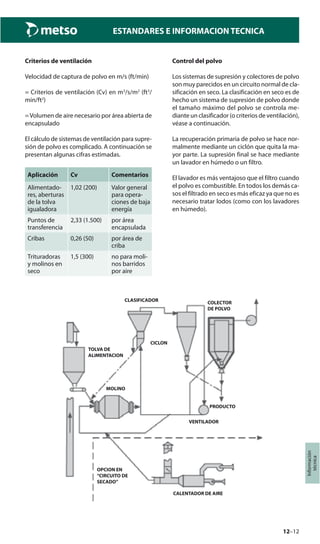
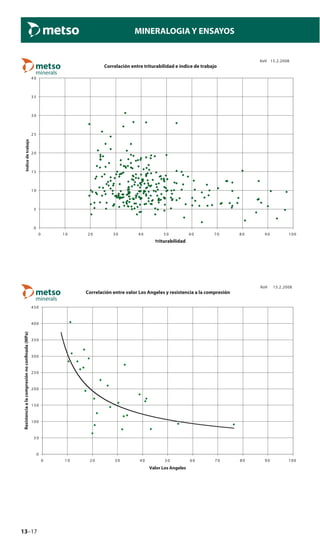
Este manual trata sobre la trituración y cribado de rocas y áridos. Explica que los áridos son un recurso natural muy utilizado en la construcción y que es importante optimizar su procesamiento para mejorar la calidad y reducir costes. El manual describe los diferentes equipos, procesos, automatización y casos prácticos para ayudar a mejorar la rentabilidad de las operaciones de canteras.













































































