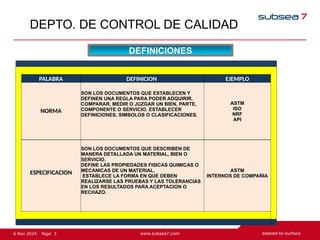
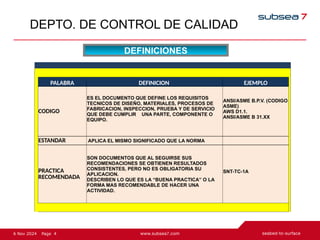
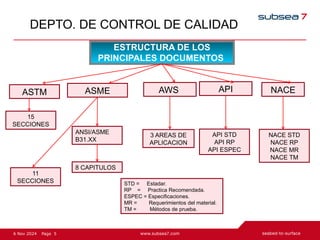
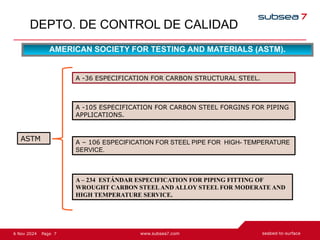
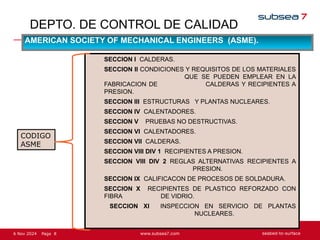
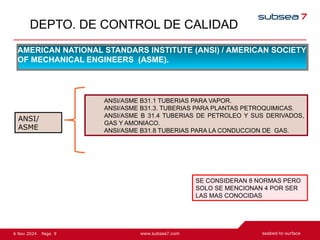
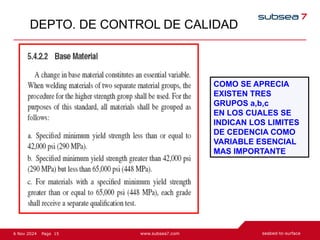
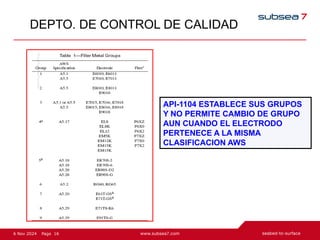
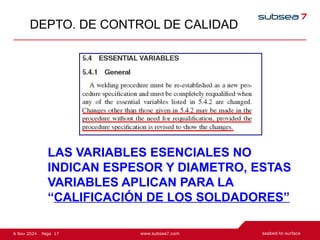
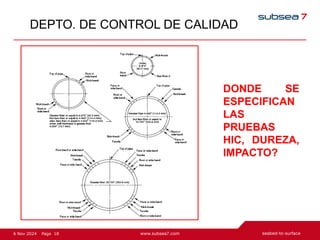
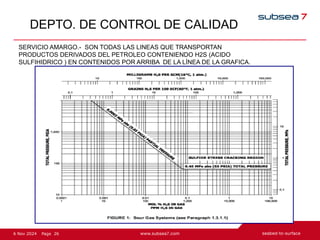
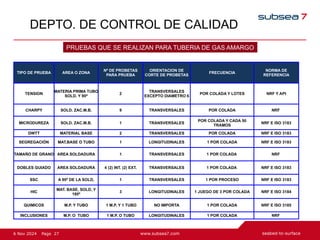
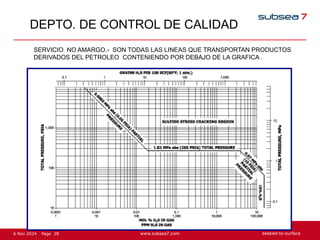
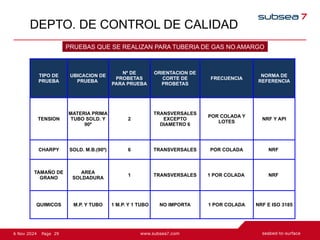
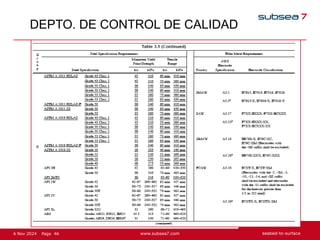
El documento detalla definiciones y normativas aplicables en el control de calidad de materiales y servicios, incluyendo especificaciones, códigos y estándares de calidad de diversas asociaciones. Se aborda la importancia de los documentos normativos como ASTM, ASME y API, así como los métodos y pruebas necesarios para asegurar la calidad de los productos relacionados con la industria del petróleo y otros materiales. Además, se comparan normativas específicas, como la NRF-2000 y NRF-2007, destacando cambios en requisitos y procedimientos de pruebas.