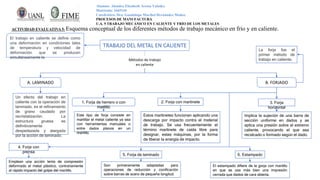
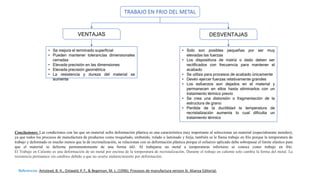
Este documento describe varios métodos de trabajo mecánico en caliente y en frío de los metales, incluyendo laminado, forjado, extrusión, manufactura de tubos, embutido, rechazado en caliente, métodos especiales, estirado, compresión, doblado angular, cizallado y métodos de alta relación de energía. Se explican las ventajas e inconvenientes del trabajo en caliente y en frío.