Descargado 19 veces






![OPTATIVA 1: CONFORMADO DE METALES
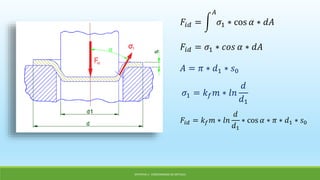
La fuerza de embutido requerida para
realizar una operación dada se puede
estimar aproximadamente mediante
la fórmula:
Donde:
F = fuerza de embutido, [N o lb]
t = espesor original de la forma, [mm o in]
TS = resistencia a la tensión, [Mpa o lb/in2]
Db y Dp son los diámetros de la forma inicial y
del punzón, respectivamente, [mm o in]
La constante 0.7 es un factor de corrección
para la fricción](https://image.slidesharecdn.com/embutido-160303054624/85/Embutido-11-320.jpg)

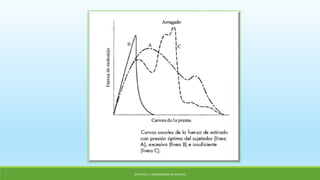






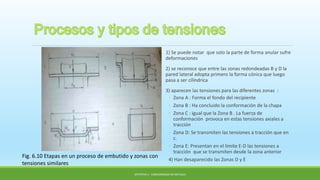
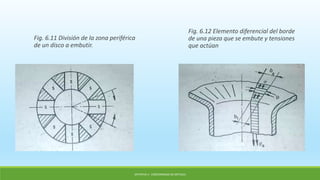
El embutido es un proceso de conformado que consiste en colocar una lámina de metal sobre un dado y presionarla hacia la cavidad de un punzón con la forma deseada. Se divide el proceso en etapas donde la lámina adopta diferentes formas y se generan tensiones en zonas específicas. La fuerza necesaria para el embutido depende de factores como el espesor del material, su resistencia, los diámetros inicial y final, y la fricción; y puede calcularse teórica o empíricamente. Existe una relación límite entre los di


















































































