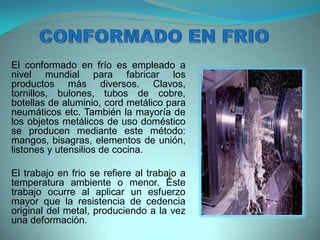
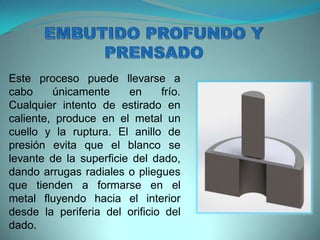
El documento describe varios métodos de conformado en frío de metales, incluyendo prensado, embutido profundo, laminado, forjado, extrusión y conformado. El conformado en frío permite deformar plásticamente metales a temperatura ambiente mediante la aplicación de alta presión, lo que produce piezas metálicas con mayor precisión y acabado que otros métodos térmicos.