Graficos de control blog
•Descargar como PPTX, PDF•
8 recomendaciones•36,055 vistas

Este documento describe los gráficos de control, los cuales son diagramas utilizados para monitorear procesos de producción e identificar inestabilidad. Explica cómo construir gráficos X-R mediante la recolección y análisis de datos, y cómo interpretar los gráficos resultantes para detectar cambios en el proceso y asegurar la calidad.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (7)
Similar a Graficos de control blog
Similar a Graficos de control blog (20)
Más de Pamee Garcia
Más de Pamee Garcia (14)
Graficos de control blog
- 2. INTRODUCCIÓN Un gráfico de control es un diagrama especialmente preparado donde se van anotando los valores sucesivos de la característica de calidad que se está controlando. Los datos se registran durante el funcionamiento del proceso de fabricación y a medida que se obtienen. Las graficas de control se utilizan en la industria como técnica de diagnósticos para supervisar procesos de producción e identificar inestabilidad y circunstancias anormales.
- 3. OBJETIVO GENERAL Todo grafico de control esta diseñado para presentar los siguientes principios: Fácil de entendimiento de los datos Claridad Consistencia Medir variaciones de calidad
- 4. OBJETIVO ESPECÍFICO Proceso de prevención para evitar que el producto llegue sin defectos al cliente. Detectar y corregir variaciones de calidad
- 5. ELECCIÓN DE LA VARIABLE La variable que se elija para los gráficos de control X y R , tiene que ser una magnitud que pueda medirse y expresarse con números, tal como la dimensión, el grado de dureza, resistencia a la tracción, peso, etc.
- 6. GRAFICOS X-R
- 7. UTILIDAD Los gráficos x-R se utilizan cuando la característica de calidad que se desea controlar es una variable continua.
- 8. 3. GRÁFICOS DE CONTROL POR VARIABLES Gráficos - R Se utilizan cuando la característica de calidad que se desea controlar es una variable continua. Se requieren N muestras ( Subgrupos) de tamaño n. Ejemplo: fábrica que produce piezas cilíndricas de madera. La característica de calidad que se desea controlar es el diámetro. Hay dos maneras de obtener los subgrupos. Una de ellas es retirar varias piezas juntas a intervalos regulares, por ejemplo cada hora: x
- 9. PASO #1:RECOLECCIÓN DE DATOS Estos datos deberán ser: Recientes de un proceso al cual se quiere controlar Estos pueden ser tomados Diferentes horas del día Diferentes días Todos tienen que ser de un mismo producto.
- 10. PASO #2: PROMEDIO Sumatoria de los datos de cada uno de los subgrupos dividido entre el numero de datos (n). Formula X ∑X1 + X2 + X3 + Xn n La formula debe ser utilizada para cada uno de los subgrupos
- 11. PASO #3: RANGO Valor mayor del subgrupo menor el valor menor. Formula R = x valor mayor – x valor menor Determine el rango para cada uno de los subgrupos
- 12. PASO #4: PROMEDIO GLOBAL Sumatoria de todos los valores medios y se divide entre el número de subgrupos (k). Formula X’ ∑X1 + X2 + X3 +…+ Xn k
- 13. PASO #5: VALOR MEDIO DEL RANGO Sumatoria del rango (R) de cada uno de los subgrupos divido entre el numero de subgrupos (k). Formula R’ ∑R1 + R2 + R3 + …. + Rn k
- 14. PASO #6: LIMITES DE CONTROL Para calcular los limites de control se utilizan los datos de la siguiente tabla
- 16. GRÁFICA X’ Utilizando los datos de X’ de la tabla se contruye la gráfica
- 17. GRÁFICA R’ Utilizando los valores del rango (R) de la tabla de datos se construye la gráfica de R’
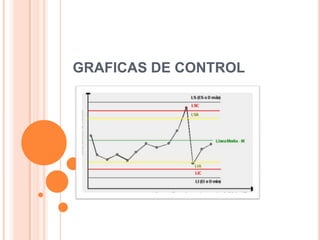
- 18. INTERPRETACIÓN DE LAS GRAFICAS CONTROL
- 19. UN PUNTO FUERA DE LOS LIMITES DE CONTROL Un punto único fuera de los limites de control casi siempre se produce por una causa especial. Una razón común por la que un punto cae fuera de un limites de control es un error en el calculo de X o R ; o error de medición
- 20. CAMBIO REPENTINO EN EL PROMEDIO DEL PROCESO Un numero inusual de puntos consecutivos que caen a un lado de la línea central casi siempre es una indicación de que el promedio del proceso se desplazó en forma repentina. Introducción de nuevos de trabajadores, materiales o equipos Cambios de métodos de inspección Una mayor o menor atención en la inspección El proceso ha mejorado o desmejorado
- 21. CAMBIO REPENTINO EN EL PROMEDIO DEL PROCESO Se emplean tres reglas empíricas para detectar a tiempo los cambios de los procesos: Si 8 puntos consecutivos caen en un lado de la línea central Se divide la región entre la línea central y cada limite de control en tres partes iguales. Luego, Si (1) dos de tres puntos consecutivos caen en el tercio exterior entre la línea central y uno de los limites de control o (2) cuatro de cinco puntos consecutivos caen dentro de la región exterior de dos tercios, también se puede llegar a la conclusión de que el proceso esta fuera de control
- 22. CICLOS Los ciclos son patrones cortos repetidos, que alternan crestas elevadas y valles bajos. Las causas puede ser: Cambios periódicos en el ambiente Rotación de operarios o la fatiga al final del turno Diferentes equipos de medición utilizados Diferencias entre los turnos de la mañana y noche Cambios de temperatura y humedad
- 23. TENDENCIAS Una tendencia es el resultado de alguna causa que afecta en forma gradual las características de calidad del producto y ocasiona que los puntos de las graficas de control se muevan gradualmente hacia arriba o hacia abajo. Una tendencia definida se da: Deterioro o desgaste gradual de un equipo de producción Desgaste de herramienta Acumulación desperdicios Calentamiento de maquinas Cambios graduales condiciones ambientales Mejora en las habilidades del operario
- 24. ABRAZANDO LA LÍNEA CENTRAL El abrazo a la línea central ocurre cuando casi todos los puntos caen de la línea de centro. Una causa común del abrazo a la línea central es que la muestra incluya un elemento tomado sistemáticamente de cada una de varias maquinas, operadores, ejes, e tc.
- 25. ABRAZANDO LOS LIMITES DE CONTROL Este patrón aparece cuando muchos puntos se encuentran cerca de los limites de control con muy pocos entre dichos limites Las causas pueden ser: Un patrón de mezcla puede resultar cuando en un proceso se utilizan dos lotes de material diferentes o cuando las partes se producen en distintas maquinas , pero la vigila el mismo grupo de inspección
- 26. INESTABILIDAD Se caracteriza por flutaciones erráticas y poco naturales en ambos lados del cuadro durante un tiempo. A menudo, los puntos caen fuera de los limites de control superior e inferior sin un patrón consistente. Una causa frecuente de inestabilidad es el ajuste excesivo de una maquina