Proceso de mecanizado
•
0 recomendaciones•156 vistas

Este documento proporciona información sobre el proceso de mecanizado de una pieza de aluminio. Describe 10 operaciones de mecanizado utilizando fresadoras convencionales y CNC. Incluye detalles sobre las herramientas, velocidades de corte, avances y secuencias de mecanizado para dar forma a la pieza mediante operaciones como escuadrado, desbaste y acabado de diferentes superficies.

Recomendados
Más contenido relacionado
Similar a Proceso de mecanizado
Similar a Proceso de mecanizado (20)
Último
Último (20)
Proceso de mecanizado
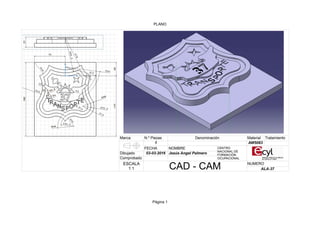
- 2. PROCESO Página 1 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 1 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 CONDICIONES DE MECANIZADO Fase Subfase N.ºOP Descripción Herramienta Ø z 10 10 T3 D3 Plato 63 4 400 2022 0,2 1616 3 25 CentrodeMecanizado 10 10 Desbaste ALAS T6 D6 Plato 50 5 400 2548 0,2 2548 2.5 40 20 Desbaste Metopa 20 2 400 6369 0,2 2548 2.5 25 30 Acabado Metopa T5 D5 Fresa Plana 10 4 312 9936 0,0525 2087 40 Acabado ALAS T5 D5 Fresa Plana 10 4 312 9936 0,0525 2087 50 Acabado SOL-LUNA T13 D13Fresa Plana 20 2 312 4968 0,0525 522 2.5 0.75 60 Acabado de cajera T11 D11 Fresa Plana 8 2 312 12420 0,0525 1304 1670 534 2.5 4 70 Acabado Alas y Sol T14 D14 Fresa Plana 6 4 312 16561 0,0525 3478 80 Acabado Mosca Estrella T14 D14 Fresa Plana 6 90 Acabado LETRAS T24 d24 Fresa Plana 2 Fecha: 03-03-2016 Vc (m/min) Vc (r.p.m.) Fz (mm/z) Vf (mm/min) Vf Acabado (mm/min) Vf Bajada (mm/min) ap Profun. Pasada (mm) ae Paso radial (Empañe) (mm) Kondi a Escuadrado 180x150 T13 D13 Fresa plana
- 3. PROCESO Página 2 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 2 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 MÁQUINAS Fresadora Convencional Kondia Centro de Mecanizado Anayak Fecha: 03-03-2016
- 4. PROCESO Página 3 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 3 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 UTILLAJES MORDAZA HIDRÁULICA ARNOLD 125 Mordaza Hidráulica Homge H600 Fecha: 03-03-2016
- 5. PROCESO Página 4 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 4 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 Escuadrado de bruto a 180 x 150 OP10 - Escuadrado 180 x 150 Fecha: 03-03-2016 En la fresadora convencional Kondia escuadramos el tocho de material en bruto hasta dejarlo en unas medidas de 180 x 150. Profundidad de pasada máxima de 3 mm, Velocidad de corte de 2021 rpm y un Avance de 1616 mm/min
- 6. PROCESO Página 5 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 5 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 OP 10 – PLATO Ø80 - T4 D4 – DESBASTE - ALAS OP10 - Desbaste Superior ALAS Fecha: 03-03-2016 Desbaste de contorno exterior en dos pasadas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 1911 mm/min y velocidad de corte de 1592 rpm. La entrada de la herramienta se hace por el punto X-54 Y-7 T4 D4 ;PLATO DE Ø80 M6 G0 G90 G43 G41 X-150 Y-7 Z5 S1500 M3 G1 Z0 F300 M8 N10 G1 G91 Z-2.5 F200 G90 G41 X-150 Y-7 G90 G41 G1 X-54 Y-7 ;P1 G1 X54 Y-7 ;P2 X54 Y-72 ;P3 X-54 Y-72 ;P4 X-54 Y-7 ;P1 ;X-150 N20 G1 G40 X-150 Y-7 ;SALIDA DE PIEZA DESCOMPENSADA (RPT N10,N20)
- 7. PROCESO Página 6 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 6 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 OP 10 – PLATO Ø80 - T4 D4 – DESBASTE - ALAS OP10 - Desbaste Superior ALAS Fecha: 03-03-2016 Desbaste de contorno exterior en dos pasadas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 1911 mm/min y velocidad de corte de 1592 rpm. La entrada de la herramienta se hace por el punto X-54 Y-13 G0 G90 Z0 G0 G90 G43 X-150 Y-13 N30 G1 G91 Z-2.5 F200 G0 G90 G43 G41 X-150 Y-13 ;APROXIMACIÓN G90 G41 X-54 Y-13 ;P1-2 G1 X54 Y-13 ;P2-2 G1 G36 R12 X54 Y-32 ;P3-2 G1 G36 R12 X20 Y-72 ;P4-2 G1 G36 R12 X-20 Y-72 ;P5-2 G1 G36 R12 X-54 Y-32 ;P6-2 X-54 Y -13 ;P1-2 N40 G1 G40 X-150 Y-13 ;SALIDA DESCOMPENSADA (RPT N30,N40) G0 G90 Z100
- 8. PROCESO Página 7 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 7 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 PLATO Ø63 -T3 D3 – DESBASTE – METOPA OP20 – Desbaste Metopa Fecha: 03-03-2016 G0 G90 Z100 T3 D3 ;PLATO DE Ø63 M6 G0 G90 G43 X0 Y120 Z5 S1500 M3 ;POSICION DE SEGURIDAD Y MARCHA G1 Z-5 F300 ; ;CONTORNO G90 G1 X0 Y70 F400 M8 N50 G1 G91 Z-5 F300 G90 G1 X0 G90 G42 G1 Y15 ;P0 ENTRADA N60 G2 X-39.7 Y25.86 R78 ;P1 G2 X-62.5 Y0 R38 ;P2 G2 X-65.11 Y-57.91 R55 ;P3 G3 X-31.43 Y-99.65 R28 ;P4 G2 X0 Y-110.93 R25;P5 G90 G0 Y-200 ;SALIDA G1 G42 X0 Y-110.93 ;P5 G2 X31.43 Y-99.65 R25;P4 G3 X65.11 Y-57.91 R28;P3 G2 X62.5 Y0 R55;P2 N70 G2 X39.7 Y25.86 R38;P1 N80 G2 X0 Y15 R78 ;P0 SALIDA TANGENCIAL N90 G1 G40 X0 Y120 ;RETORNO AL PUNTO INICIAL DESCOMPENSADO ;REPETICIONES (RPT N50,N90) G90 G0 Z100 M9
- 9. PROCESO Página 8 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 8 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø10 - T5 D5 – ACABADO – METOPA OP30 – Acabado Metopa Fecha: 03-03-2016 Acabado de contorno exterior en dos pasadas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 2087 mm/min y velocidad de corte de 9936 rpm. La entrada y la salida de la herramienta se hace por el punto X-0 Y15 tangencialmente ;ACABADO DEL PERFIL T5 D5 ;FRESA DE 10 M6 G0 G90 G43 X0 Y70 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-15 F300 M8 G90 G1 G42 G37 R20 Y15 F200 (RPT N60,N70) G2 G38 R20 X0 Y15 R78 G1 G40 X0 Y70 G90 Z50 M9
- 10. PROCESO Página 9 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 9 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø14 - T8 D8 – ACABADO – PERFIL – ALAS OP40 – Acabado perfil superior - Alas Fecha: 03-03-2016 Acabado de contorno exterior en dos pasadas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 745 mm/min y velocidad de corte de 7097 rpm. La entrada y la salida de la herramienta se hace por el punto X-0 Y-70 tangencialmente
- 11. PROCESO Página 10 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 10 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø20 – T13 D13 – ACABADO SOL OP50 – Acabado Sol Fecha: 03-03-2016 Acabado de contorno SOL en una pasada, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 522 mm/min y velocidad de corte de 4968 rpm. La entrada y la salida de la herramienta se hace por el punto X21.810 Y-26.870
- 12. PROCESO Página 11 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 11 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø20 – T13 D13 – ACABADO LUNA OP50 – Acabado Luna ;ACABADO LUNA G0 G90 G43 X-90 Y52 Z100 S1500 M3 G90 G1 Z-2.5 F300 M8 G1 G42 X-80.241 Y-6.041 ;P1 G9 X80.241 Y-6.041 I0 J-63 F200 ;P2-P3 G0 G40 X90 Y52 G0 G90 Z100 M9 ;ACABADO LUNA Fecha: 03-03-2016 Acabado de contorno LUNA en una pasada, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 522 mm/min y velocidad de corte de 4968 rpm. La operación se realiza con un G9 y tres puntos G1 G42 X-80.241 Y-6.041 ;P1 G9 X80.241 Y-6.041 I0 J-63 F200 ;P2-P3
- 13. PROCESO Página 12 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 12 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø8 - T11 D11- ACABADO CAJERA INFERIOR OP60 – Acabado cajera inferior Fecha: 03-03-2016 Acabado de contorno cajera inferior en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 1700 mm/min y velocidad de corte de 12000 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por el punto X-70 Y22 y X70 Y22
- 14. PROCESO Página 13 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 13 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø8 - T11 D11- ACABADO CAJERA SUPERIOR OP60 – Acabado cajera superior Fecha: 03-03-2016 Acabado de contorno cajera superior en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 1700 mm/min y velocidad de corte de 12000 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por el punto X0 Y0
- 15. PROCESO Página 14 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 14 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø6 - T14 D14 - ACABADO ALAS OP60 – Acabado Alas y Sol Fecha: 03-03-2016 Acabado de contorno Alas y Sol, en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 3500 mm/min y velocidad de corte de 16500 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por los puntos X22.991 Y- 24.141 y X-22.991 Y-24.141 respectivamente ;ACABADO ALAS y SOL T14 D14 ;FRESA DE Ø6 M6 G0 G90 Z100 G0 G90 G43 X23 Y100 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-2.5 F300 M8 G90 G1 X22.991 Y-24.141 ;P12-A G90 G3 X17.331 Y-38.910 R7.921 F200 ;P13-A ; G90 G3 X-17.331 Y-38.910 R77 ;P12-B G90 G3 X-22.991 Y-24.141 R7.921 F200 ;P13-B G90 G1 Y100 G0 G90 Z100 M9 M30
- 16. PROCESO Página 15 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 14 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø6 - T14 D14 - ACABADO ALAS OP60 – Acabado Alas y Sol Fecha: 03-03-2016 Acabado de contorno Alas y Sol, en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 3500 mm/min y velocidad de corte de 16500 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por los puntos X22.991 Y- 24.141 y X-22.991 Y-24.141 respectivamente ;ACABADO ALAS y SOL T14 D14 ;FRESA DE Ø6 M6 G0 G90 Z100 G0 G90 G43 X23 Y100 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-2.5 F300 M8 G90 G1 X22.991 Y-24.141 ;P12-A G90 G3 X17.331 Y-38.910 R7.921 F200 ;P13-A ; G90 G3 X-17.331 Y-38.910 R77 ;P12-B G90 G3 X-22.991 Y-24.141 R7.921 F200 ;P13-B G90 G1 Y100 G0 G90 Z100 M9 M30
- 17. PROCESO Página 16 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 14 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø6 - T14 D14 - ACABADO ALAS OP60 – Acabado Alas y Sol Fecha: 03-03-2016 Acabado de contorno Alas y Sol, en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 3500 mm/min y velocidad de corte de 16500 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por los puntos X22.991 Y- 24.141 y X-22.991 Y-24.141 respectivamente ;ACABADO ALAS y SOL T14 D14 ;FRESA DE Ø6 M6 G0 G90 Z100 G0 G90 G43 X23 Y100 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-2.5 F300 M8 G90 G1 X22.991 Y-24.141 ;P12-A G90 G3 X17.331 Y-38.910 R7.921 F200 ;P13-A ; G90 G3 X-17.331 Y-38.910 R77 ;P12-B G90 G3 X-22.991 Y-24.141 R7.921 F200 ;P13-B G90 G1 Y100 G0 G90 Z100 M9 M30
- 18. PROCESO Página 17 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 14 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø6 - T14 D14 - ACABADO ALAS OP60 – Acabado Alas y Sol Fecha: 03-03-2016 Acabado de contorno Alas y Sol, en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 3500 mm/min y velocidad de corte de 16500 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por los puntos X22.991 Y- 24.141 y X-22.991 Y-24.141 respectivamente ;ACABADO ALAS y SOL T14 D14 ;FRESA DE Ø6 M6 G0 G90 Z100 G0 G90 G43 X23 Y100 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-2.5 F300 M8 G90 G1 X22.991 Y-24.141 ;P12-A G90 G3 X17.331 Y-38.910 R7.921 F200 ;P13-A ; G90 G3 X-17.331 Y-38.910 R77 ;P12-B G90 G3 X-22.991 Y-24.141 R7.921 F200 ;P13-B G90 G1 Y100 G0 G90 Z100 M9 M30
- 19. PROCESO Página 18 HOJA DE PROCESOS – ALA37 N.º hojas 14 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 14 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 FRESA PLANA Ø2 - T24 D24 - TRANSPORTE OP60 – Acabado Alas y Sol Fecha: 03-03-2016 Acabado de contorno Alas y Sol, en dos pasadas simétricas, con una profundidad de pasada de 2.5 mm. Velocidad de avance de 3500 mm/min y velocidad de corte de 16500 rpm. Con un avance en bajada de 534 mm/min. La entrada y la salida de la herramienta se hace por los puntos X22.991 Y- 24.141 y X-22.991 Y-24.141 respectivamente
- 20. PROCESO Página 19 HOJA DE PROCESOS – ALA37 N.º hojas 15 Máquinas: Fresadora Convencional y CNC Kondia CNC - Centro Mecanizado: Anayak Hoja N.º: 15 Realizado: Jesús Angel Palmero Comprobado: Fecha: Dimensiones del Bruto: 180x150x50 Material: AW5083 – Fundición Aluminio Pieza Nº: ALA-37 MÁQUINAS Fresadora CNC Kondia Sierra de Cinta Centauro Fecha: 03-03-2016
- 21. HERRAMIENTAS Página 20 Centro de Mecanizado Anayak Almacén de Herramientas actualizado en Marzo de 2015 OPERACIÓN POSICIÓN DESCRIPCIÓN HERRAMIENTA Lcompensación (mm) Nº Dientes Z L corte (mm) L mango (mm) Ø Mango (mm) T18 Herramienta Referencia Palpador 0 T01 Broca de centros Ø2 -66.6921 2 5 48 10 T02 Broca Ø5 -65.2308 2 51 51 5 (10)Escuadrado T03 Plato de Ø63 radio en maquina 31.7 -94.9575 4 15 72 60 T04 Plato de Ø80 -98.5614 6 12 65 86 (30)Acabado T05 Fresa de Ø10 -76452 4 22 45 10 (20)Desbaste T06 Plato de Ø50 radio en maquina 25 -108.6723 5 15 58 50 T07 Fresa de Ø12 -67.8126 2 28 47 12 T08 Fresa de Ø14 -68.5271 2 36 44 16 T09 Fresa Esférica de Ø10 -60.2431 4 43 53 10 T10 Fresa de Ø16 -50.4615 2 32 60 16 (50)Acabado T11 Fresa de Ø8 -79.7603 2 20 33 8 T12 Fresa de Ø18 -52.2107 2 35 55 16 (30)Acabado T13 Fresa de Ø20 -54257 2 40 58 20 (60)Acabado T14 Fresa de Ø6 -92.2477 4 14 21 6 T15 Broca de Ø8.5 37.9118 2 64 64 8.5 T16 Fresa Esférica de Ø8 -59.6386 4 48 54 8 T17 Macho de roscar M10 -3.4079 4 25 69 10 (70)Numeros T18 D19 Fresa Ø3 -94.1067 3 T18 D20 Boligrafo -61.5208 1 T18 D21 Avellanador Ø8 Ø30 L13 -74.5871 T18 D22 Herramienta de Roscar P3 -43.2587 T18 D24 Fresa Ø4 MD -98.2401 4 14 24 4 T18 D25 Fresa Esférica Ø6 -73.7643 2 26 36 6 T18 D26 Fresa Esférica MD Ø6 -92.3523 T24 D24 Fresa Plana Ø2 2 15 20 4
- 22. TABLAS Página 21
- 23. TABLAS Página 22
- 24. TABLAS Página 23
- 25. TABLAS Página 24
- 26. Código CNC - METOPA ALA-37 % ,MX--, T6 D6;PLATO DE Ø50 M6 ;DESBASTE PREVIO G0 G90 G43 X-110 Y-147 Z5 S1500 M3 ;APROX G1 Z-5 F300 M8 G90 G1 X110 Y-147 ;T2 G0 X110 Y-122 ;T3 G1 X-110 Y-122 ;T4 ; G0 X-110 Y33 ;T5 G1 X110 Y33 ;T6 G0 X110 Y18 ;T7 G1 X-110 Y18 ;T8 ;DESBASTE ESQUINAS N1 G1 G91 Z-5 G0 G90 X-112 Y-87 G9 X112 Y-87 I0 J-142 ; G0 X112 Y20 G9 X-112 Y20 I0 J61 N2 G0 X-112 Y20 (RPT N1,N2) ; G0 Z5 M9 ;DESBASTE CONTORNO G0 G90 G43 G41 X-110Y-7 Z5 S1500 M3 G1 Z0 F300 M8 N10 G1 G91 Z-2.5 F200 G90 G41 X-110 Y-7 G90 G41 G1 X-54 Y-7 ;P1 G1 X54 Y-7 ;P2 X54 Y-72 ;P3 X-54 Y-72 ;P4 X-54 Y-7 ;P1 ;X-110 N20 G1 G40 X-110 Y-7 ;SALIDA DESCOMPENSADA (RPT N10,N20) ; G0 G90 Z0 G0 G90 G43 X-110 Y-13 N30 G1 G91 Z-2.5 F200 G0 G90 G43 G41 X-110 Y-13 ;APROXIMACION G90 G41 X-54 Y-13 ;P1-2 G1 X54 Y-13 ;P2-2 G1 G36 R12 X54 Y-32 ;P3-2 G1 G36 R12 X20 Y-72 ;P4-2 ; G1 G36 R12 X-20 Y-72 ;P5-2 G1 G36 R12 X-54 Y-32 ;P6-2 X-54 Y -13 ;P1-2 ; N40 G1 G40 X-110 Y-13 ;SALIDA DESCOMPENSADA (RPT N30,N40) ;
- 27. Y13 G1 X29.237 Y13 G1 Y3 G1 Y13 ; G1 X-29.237 Y13 G1 Y3 G1 Y13 G1 X-110 G0 G90 Z10 ;Acabado Alas
- 28. G0 G90 Z10 T13 D13 ;FRESA Ø20 M6 G0 G90 G43 X0 Y50 Z5 S1500 M3 ;SEGURIDAD Y MARCHA G1 Z-5 F300 ; ;CONTORNO G90 G1 X0 Y50 F400 M8 N50 G1 G91 Z-5 F300 G90 G1 X0 G90 G42 G1 Y15 ;P0 ENTRADA N60 G2 X-39.7 Y25.86 R78 ;P1 G2 X-62.5 Y0 R38 ;P2 G2 X-65.11 Y-57.91 R55 ;P3 G3 X-31.43 Y-99.65 R28 ;P4 G2 X0 Y-110.93 R25;P5 ; G90 G0 Y-150 ;SALIDA ; G1 G42 X0 Y-110.93 ;P5 G2 X31.43 Y-99.65 R25;P4 G3 X65.11 Y-57.91 R28;P3 G2 X62.5 Y0 R55;P2 N70 G2 X39.7 Y25.86 R38;P1 N80 G2 X0 Y15 R78 ;P0 SALIDA TANGENCIAL N90 G1 G40 X0 Y50 ;INICIAL DESCOMPENSADO ; ;REPETICIONES (RPT N50,N90) G90 G0 Z10 M9 ; ;ACABADO DEL PERFIL
- 29. T5 D5 ;FRESA DE 10 M6 G0 G90 G43 X0 Y40 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-15 F300 M8 G90 G1 G42 G37 R20 Y15 F200 (RPT N60,N70) G2 G38 R20 X0 Y15 R78 G1 G40 X0 Y40 G90 Z10 M9 ; ;ACABADO DEL PERFIL SUPERIOR ;T5 D5 ;FRESA DE 10 ;M6 G0 G90 G43 X0 Y-150 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-5 F300 M8 G90 G1 G42 G37 R15 X0 Y-70.93 ;P1 G90 G3 G42 X11.091 Y-65.471 R14 F200 ;P2 G2 X18.051 Y-61.061 R12 ;P3 G3 X31.481 Y-56.941 R85 ;P4 G3 X33.887 Y-52.300 R4 ;P5 G2 X36.846 Y-45.610 R6 ;P6 G3 X40.333 Y-43.590 R77 ;P7 G3 X41.792 Y-39.421 R3.5 ;P8 G2 X43.689 Y-32.690 R6 ;P9 G3 X51.194 Y-25.740 R70 ;P10 G3 X47.078 Y-21.390 R3 ;P11 G2 X21.810 Y-26.870 R70 ;P12 G2 X13.602 Y-21.430 R12 ;P13 ; G3 X-13.602 Y-21.430 R16.577 ;P13 G2 X-21.810 Y-26.870 R12 ;P12 G2 X-47.078 Y-21.390 R70 ;P11 G3 X-51.194 Y-25.740 R3 ;P10 G3 X-43.689 Y-32.690 R70 ;P9 G2 X-41.792 Y-39.421 R6 ;P8 G3 X-40.333 Y-43.590 R3.5 ;P7 G2 X-36.846 Y-45.610 R77 ;P6 G2 X-33.887 Y-52.300 R6 ;P5 G3 X-31.481 Y-56.941 R4 ;P4 G3 X-18.051 Y-61.061 R85 ;P3 G2 X-11.091 Y-65.471 R12 ;P2 G90 G3 G42 G38 R15 X0 Y-70.930 R14 ;P1 G1 G40 X0 Y-150 G90 G0 Z10 M9 ;
- 30. ;DESBASTE SOL T13 D13 ;FRESA DE Ø20 M6 G0 G90 Z10 G0 G90 G43 X23 Y40 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-2.5 F300 M8 G90 G1 G42 X21.810 Y-26.870 ;P12-A G90 G3 G42 X16.515 Y-29.591 R9 F200 ;P13-A ; G90 G2 G42 X-16.515 Y-29.591 R18.412 F200 ;P13-B G90 G3 G42 X-21.810 Y-26.870 R9 ;P12-B ; G90 G1 G41 X21.810 Y-26.870 ;P12-A G90 G1 G40 Y40 G0 G90 Z10 M9 ; ;ACABADO LUNA G0 G90 G43 X-90 Y40 Z10 S1500 M3 G90 G1 Z-2.5 F300 M8 G1 G42 X-80.241 Y-6.041 ;P1 G9 X80.241 Y-6.041 I0 J-63 F200 ;P2-P3 G0 G40 X90 Y40 G0 G90 Z10 M9 ;
- 31. ;CANALETA G0 G90 Z10 T11 D11 ;FRESA DE Ø8 M6 G0 G90 G43 X-100 Y22 G1 G90 Z-5 G1 G90 G42 X-70 Y22 G3 G42 X-43.689 Y-32.691 R70 G1 G90 Z-7.5 G2 X-41.792 Y-39.421 R6 G2 X-52.729 Y-66.381 R70 G3 X-37.094 Y-85.761 R13 G2 X0 Y-89.401 R40 G2 X37.094 Y-85.761 R40 G3 X52.729 Y-66.381 R13 G2 X41.792 Y-39.421 R70 G2 X43.689 Y-32.691 R6 G90 G1 Z5 G90 G0 G40 Z10; ; G90 G43 G42 G0 X0 Y0 G1 Z-7.5 G2 G42 X-32.057 Y5.850 R93 G2 G42 X-43.606 Y-6.231 R53 G2 G42 X-41.317 Y-16.670 R70 G1 Z5 G0 G40 Z10 ; G90 G43 G41 G0 X0 Y0 G1 Z-7.5 G3 G41 X32.057 Y5.850 R93 G3 G41 X43.606 Y-6.231 R53 G3 G41 X41.317 Y-16.670 R70 G1 Z5 G0 G40 Z10 M9 ;
- 32. ;ACABADO SOL T14 D14 ;FRESA DE Ø6 M6 G0 G90 Z10 G0 G90 G43 X23 Y40 Z5 S1500 M3 G1 Z0 F300 G90 G1 Z-2.5 F300 M8 G90 G1 X22.991 Y-24.141 ;P12-A G90 G3 X17.331 Y-38.910 R7.921 F200 ;P13-A ; G90 G3 X-17.331 Y-38.910 R77 ;P12-B G90 G3 X-22.991 Y-24.141 R7.921 F200 ;P13-B ;RAYOS DE SOL G90 G1 Z-5 G90 G2 X-12.596 Y-28.431 R12.921 G1 X-17.249 Y-12.770 G1 X-4.721 Y-23.251 ; G1 X0 Y-7.610 ; G1 X4.721 Y-23.251 G1 X17.249 Y-12.770 G1 X12.596 Y-28.431 G2 X22.421 Y-23.891 R12.921 ;REBARBADO G9 X-22.421 Y-23.891 I0 J-15 F200 G1 Z5 ; ;MOSCA G1 G90 G43 X-30.765 Y-6.300 G1 Z-7.5 G1 Z5 G0 X-27.461 Y-16.331 G1 Z-7.5 G2 X-20.884 Y-9.521 R10 G1 Z5 G1 X-25.286 Y-11.781 G1 Z-7.5 G1 X-21.502 Y-15.481 G1 Z5 ; ;ESTRELLA G1 X23.196 Y-13.231;P1 G1 Z-8 G1 X31.196 Y-5.231;P2 G1 Z5 G1 X31.196 Y-13.231;P3 G1 Z-8 G1 X23.196 Y-5.231 ;P4 G1 Z10
- 33. ;NUMEROS 37 T24 D24 ;FRESA DE Ø2 M6 G0 G90 Z10 G0 G90 G43 X5.283 Y-58.051 Z5 S1500 M3 G1 Z0 F300 ;7 G90 G1 Z-1.5 F300 M8 G9 X10.509 Y-45.371 I7.514 J-51.481 G1 X2.53 Y-45.371 G1 Z5 ;3 G1 X-9.013 Y-45.131 G1 Z-1.5 G9 X-8.061 Y-51.261 I-3.349 J-47.521 G9 X-9.722 Y-58.091 I-2.888 J-54.781 G1 Z5 ;LETRAS TRANSPORTE T24 D24 ;FRESA DE Ø2 M6 G0 G90 Z10 G0 G90 G43 X-42.947 Y-54.800 Z5 S1500 M3 G1 Z0 F300 ;T G1 X-42.947 Y-54.800 G1 Z-6 G1 X-37.628 Y-54.800 G1 X-40.288 Y-54.800 G1 Y-62.591 G1 Z5 ;R G1 X-36.188 Y-67.51 G1 Z-6 G1 X-36.188 Y-60.61 G9 X-33.196 Y-63.531 I-31.921 J-61.271 G1 X-30.425 Y-67.51 G1 Z5 ;A G1 X-27.544 Y-72.16 Z-6 G1 X-24.386 Y-63.81 G1 X-20.951 Y-72.16 G1 Z5 ;N G1 X-17.737 Y-77.02 G1 Z-6 G1 X-17.737 Y-67.79 G1 X-12.197 Y-77.02 G1 X-12.197 Y-67.79 G1 Z5 ;S G1 X-7.955 Y-82.981 G1 Z-6 G9 X-5.355 Y-78.741 I-2.142 J-81.451 G9 X-3.084 Y-74.54 I-7.593 J-76.531 G1 Z5 ;P
- 34. G1 X3.114 Y-83.641 G1 Z-6 G1 X3.114 Y-74.651 G9 X3.114 Y-79.621 I8.101 J-76.691 G1 Z5 ;O G1 X15.082 Y-78.46 G1 Z-6 G9 X15.082 Y-69.34 I11.148 J-73.871 G9 X15.082 Y-78.46 I18.961 J-73.981 G1 Z5 ;R G1 X22.562 Y-72.881 G1 Z-6 G1 X22.562 Y-64.861 G9 X25.333 Y-69.300 I26.774 J-65.141 G1 X28.215 Y-72.881 G1 Z5 ;T G1 X32.259 Y-67.57 G1 Z-6 G1 X32.259 Y-59.941 G1 X29.544 Y-59.941 G1 X35.161 Y-59.941 G1 Z5 ;E G1 X43.728 Y-63.700 G1 Z-6 G1 X39.185 Y-63.700 G1 X39.185 Y-54.910 G1 X43.728 Y-54.910 G1 X39.185 G1 Y-58.831 G1 X43.728 G1 Z5 M30