

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Construcción DI Ishikawa
Similar a Construcción DI Ishikawa (20)
Construcción DI Ishikawa
- 1. 1.4.4. DIAGRAMA DE ISHIKAWA (O DE CAUSA – EFECTO) Una vez que se ha localizado dónde, cuándo y bajo qué circunstancias ocurre un problema importante, entonces es el momento de localizar la causa fundamental del mismo. En algunas ocasiones sucede que cuando el problema ya ha sido aislado resulta obvio cuál es la causa. Pero cuando esto no sucede, entonces es momento de analizar todas las causas potenciales del problema, para lo cual se usa el Diagrama de Ishiwaka. El diagrama de causaefecto o el Diagrama de Ishikawa (DI) es un método gráfico que refleja la relación entre una característica de calidad y los factores que posiblemente contribuyen a que exista. En otras palabras, es una gráfica que relaciona el efecto (problema) con sus causas potenciales. En el lado derecho se anota el problema y en el lado izquierdo se especifican por escrito todas sus causas potenciales, de tal manera que se agrupan o estratifican de acuerdo con sus similitudes en ramas y subramas. Cada posible causa se agrega en una de las ramas principales, la cual está constituida a su vez por subcausas. El DI es una herramienta muy útil y será de mayor efectividad en la medida en que los problemas estén mejor localizados y delimitados. Una de las tareas principales del Control Total de Calidad es generar condiciones para que el personal operativo, técnico y directivo cuestione el diseño de procedimientos, métodos y procesos. Muchas de las soluciones que se buscan con el Control Total de Calidad no buscan “inventar el hilo negro”, sino que muchas son aspectos sencillos o básicos que modifican procedimientos, métodos, costumbres, actitudes o hábitos. El Diagrama de Ishikawa es también una manera de identificar las fuentes de variabilidad. Para confirmar si una posible causa es una causa real, se recurre a la obtención de datos o al conocimiento que se tiene sobre el proceso. A continuación se explican algunas de las ventajas que tiene el Diagrama de Ishikawa: · Al hacer el diagrama se logra conocer más del proceso o situación. · Sirve de guía objetiva para la discusión y la motiva. · Las causas del problema se buscan activamente y los resultados quedan plasmados en el diagrama. · El DI muestra el nivel de conocimiento técnico que ha sido alcanzado por el proceso. · El DI sirve para señalar todas las posibles causas de un problema y cómo se relacionan entre sí, con lo cual la solución de un problema se vuelve un reto y se motiva así el trabajo por la calidad. Para obtener la información requerida para realizar un DI, a menudo se usa la técnica de Lluvia de ideas. LLUVIA DE IDEAS Es una forma de pensamiento creativo encaminada a que todos los miembros de un grupo participen libremente y aporten ideas sobre un determinado tema o problema. Es una técnica muy útil para los equipos de calidad de cualquier nivel. Las sesiones de lluvia de ideas se rigen por los siguientes pasos:
- 2. 1. Primero se identifica el tema o problema sobre el que se van a aportar ideas. Entre más preciso y delimitado esté el problema, más productiva será la sesión. Un diagrama de flujo puede ayudar en este paso. 2. Cada participante en la sesión debe hacer una lista por escrito de ideas sobre el tema o una lista de posibles causas de un problema. De esta manera, todos los miembros del grupo participan y la atención se centra en el objetivo. 3. Los participantes se acomodan de preferencia en forma circular y se turnan para leer su lista uno a la vez. Las ideas se anotan en un pizarrón para que todos las vean. Ninguna idea debe considerarse absurda o imposible, y sólo se permite el diálogo para hacer alguna aclaración. Debe fomentarse la informalidad pero prohibir la burla. 4. Preguntar si alguien más tiene algo que aportar. 5. Si el propósito era únicamente generar ideas, el proceso termina. Pero si se trata de profundizar aún más la búsqueda, entonces deberá hacerse un análisis de las ideas, lo cual se hace con un Diagrama de Ishikawa. De esta manera, se ordenan y estratifican las ideas, se obtiene una visión de conjunto y se generan nuevas opciones. 6. A continuación se inicia una discusión abierta y respetuosa dirigida a centrar la atención en las causas principales. Se hace de forma positiva argumentando a favor de alguna idea, no criticando para descartar otras. 7. Para elegir las causas o ideas más importantes, se puede recurrir a un consenso o votación secreta. Se recomienda ésta última cuando no se puede recurrir a datos y en la sesión participan personas de diferentes niveles jerárquicos, o cuando hay una persona de opiniones dominantes. 8. Se eliminan las ideas que recibieron poca atención y el grupo se centra en aquellas que recibieron más votos. 9. Se debe buscar llegar a plantear acciones concretas que se deben realizar. No caer en el error de muchas reuniones de trabajo en las que sólo se debate el problema pero no se acuerdan acciones para su solución. MÉTODOS PARA LA CONSTRUCCIÓN DEL DIAGRAMA DE ISHIKAWA Existen tres métodos para construir un DI, que son : 6M, flujo del proceso y estratificación. Método 6M o Análisis de Dispersión Es el método más común y consiste en agrupar las causas potenciales en seis ramas principales: métodos de trabajo, mano de obra, materiales, maquinaria, medición y medio ambiente. Estos seis elementos definen todo proceso de manera global, y cada uno aporta parte de la variabilidad (y de la calidad) del producto o servicio. De esta manera, es natural esperar que la causa de un problema tengan relación con alguna de las 6M. A continuación se da una lista de las posibles subramas para cada una de las “M”: Mano de obra o gente: · Conocimiento (¿la gente conoce su trabajo?) · Entrenamiento (¿están entrenados los operadores?) · Habilidad (¿los operadores han demostrado tener habilidad para el trabajo que realizan?) · Capacidad (¿se espera que cualquier trabajador pueda llevar a cabo de manera eficiente su labor?) Métodos: · Estandarización (¿las responsabilidades y los procedimientos de trabajo están definidos clara y adecuadamente?)
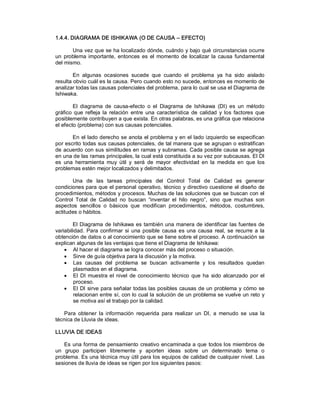
- 3. · Excepciones (cuando el procedimiento estándar no se lleva acabo, ¿existe un procedimiento alternativo claramente definido?) · Definición de operaciones (¿cómo se decide si la operación fue hecha de manera correcta?) Máquinas o equipo: · Capacidad (¿las máquinas han demostrado ser capaces?) · ¿Hay diferencias? (entre máquinas, cadenas, estaciones, instalaciones, etc., ¿las diferencias identificadas son grandes?) · Herramientas (¿hay cambios de herramientas periódicamente? ¿son adecuados?) · Ajustes (¿los criterios para ajustar las máquinas son claros?) · Mantenimiento (¿hay programas de mantenimiento preventivo? ¿son adecuados?) Material: · Variabilidad (¿se conoce la variabilidad de las características importantes?) · Cambios (¿ha habido algún cambio?) · Proveedores (¿cuál es la influencia de múltiples proveedores? ¿se sabe cómo influyen los diferentes tipos de materiales?) Mediciones o inspección: · Disponibilidad (¿se dispone de las mediciones requeridas?) · Definiciones (¿están definidas las características que se deben medir?) · Tamaño de la muestra (¿han sido medidas suficientes piezas?) · Capacidad de repetición (¿se puede repetir con facilidad la medida?) · Sesgo Medio ambiente · Ciclos (¿existen patrones o ciclos en los procesos que dependen de condiciones del medio ambiente?) · Temperatura (¿la temperatura ambiental influye en las operaciones?) Las ventajas y desventajas de este método se explican a continuación: Ventajas: · Obliga a considerar una gran cantidad de elementos asociados con el problema Mano de Obra Métodos de trabajo Materiales Problema Maquinaria Medio ambiente Medición
- 4. · Puede ser utilizado cuando el proceso no se conoce en detalle · Se concentra en el proceso y no en el producto Desventajas: · En una sola rama se identifican demasiadas causas potenciales · Tiende a concentrarse en pequeños detalles del proceso · El método no es ilustrativo para quienes desconocen el proceso Método del flujo del proceso La línea principal del DI sigue la secuencia normal del proceso de producción o de administración. Los factores que pueden afectar la característica de calidad se agregan en el orden que les corresponde según el proceso. Se basa en el diagrama de flujo del proceso colocado de manera horizontal, al cual se le van agregando los factores que influyen en la variabilidad de cada etapa. Ventajas · Usa el diagrama de flujo del proceso · Se considera el proceso completo como una causa potencial del problema · Se pueden llegar a descubrir otros problema son considerados inicialmente · Puede usarse para predecir problemas futuros del proceso Desventajas · Es fácil pasar por alto las causas potenciales debido a que la gente está acostumbrada a trabajar con ellas y las ven normales. · Es difícil usarlo por mucho tiempo, sobre todo en procesos complejos · Algunas causas potenciales pueden aparecer muchas veces. Ejemplo: se puede estudiar un problema de calidad en la pasta de hojaldre a través de su diagrama de flujo, como sigue: Método de estratificación o enumeración de causas Con este método se trata de ir directamente a las principales causas potenciales de un problema. La selección de estas causas muchas veces se hace a través de una sesión de lluvia de ideas. Hay que preguntarse el por qué del problema durante la sesión con el fin de profundizar en la búsqueda de las causas. Materia Prima Reposo Rodilla do y Plegado 2º Reposo Plegado y 3er reposo Hornea do y secado Pasta de hojaldre defectuosa Mezcla de Ingredi entes Calidad de las harinas Tipo y cantidad de grasa Tiempo Temperatura Capacitación del operador Habilidad Capacitación del operador Tiempo Temperatura Habilidad Tiempo Temperatura Temperatura del horno Entrada de aire
- 5. Este método para realizar el DI aplica cuando las categorías de las causas potenciales pueden subdividirse. Por ejemplo, un producto terminado puede dividirse fácilmente en sus subensambles. La diferencia entre este método y el de las 6M es que éste va de lo muy general a lo particular, mientras que aquel va directo a las causas potenciales del problema. Ejemplo de un DI construido por estratificación: Las ventajas y desventajas del método de estratificación para construir un DI se mencionan a continuación: Ventajas · Proporciona un agrupamiento claro de las causas potenciales de un problema, lo que permite centrarse directamente en el análisis del mismo. · Es generalmente menos complejo que los otros métodos. Desventajas · Se pueden dejar de tomar en cuenta algunas causas importantes. · Puede ser difícil definir las subdivisiones principales. · Se requiere un mayor conocimiento del producto o el proceso. · Se requiere un gran conocimiento de las causa potenciales. PASOS PARA LA CONSTRUCCIÓN DE UN DIAGRAMA DE ISHIKAWA 1. Escoger el aspecto de calidad que se quiere mejorar. 2. Escribir de manera clara y concreta el aspecto de calidad a la derecha del diagrama. 3. Buscar todas las causas probables, lo más concretas posible, que pueden afectar la característica de calidad. 4. Representar en el DI las ideas obtenidas y preguntarse si faltan algunas otras causas. 5. Decidir cuáles son las causas más importantes por consenso, votación o por análisis de datos. 6. Decidir cuáles son las causas sobre las que se ve a actuar. 7. Preparar un plan de acción para que cada una de las causas sean investigadas o corregidas. Condición de los juguetes Satisfacción del cliente del club de niños Personal del club Área de juegos Variedad de actividades Programación Mantenimiento Capacitación Limpieza Equipo Actitud
- 6. CALIDAD EN LA INDUSTRIA GASTRONÓMICA TEMA: DIAGRAMA DE ISHIKAWA PROBLEMAS 1. Si se está trabajando en grupo resulta de utilidad analizar problemas generales mediante la técnica de lluvia de ideas y el diagrama de Ishikawa. Usando estas dos técnicas, resuelve en equipo los siguientes problemas: a) ¿Cuáles son los obstáculos para que una persona baje de peso? b) ¿Qué factores influyen para la elaboración de un buen arroz a la mexicana? c) ¿Cuáles son los problemas principales para lograr una buena transformación hacia la calidad? d) En una tortillería están obteniendo un porcentaje alto (10%) de merma por piezas defectuosas, ¿a qué puede deberse este problema? NOTA: Comienza con una lluvia de ideas y en cada caso especifica qué método elegiste para la elaboración del diagrama y por qué.