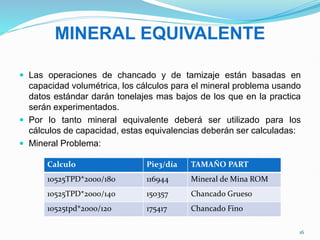
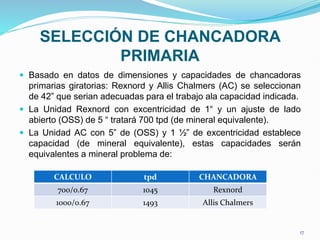
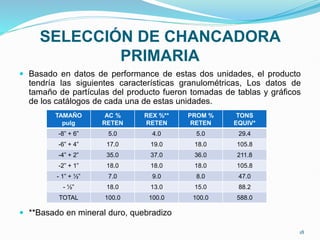
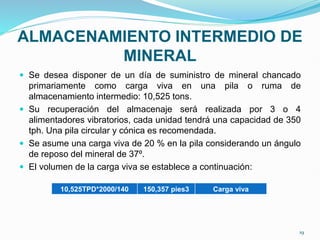
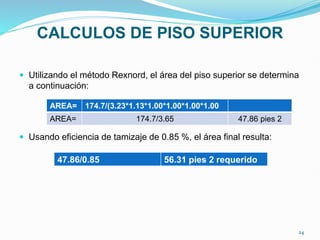
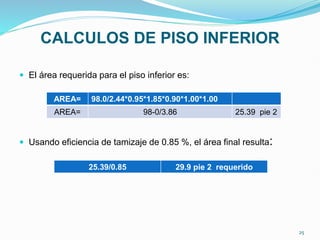
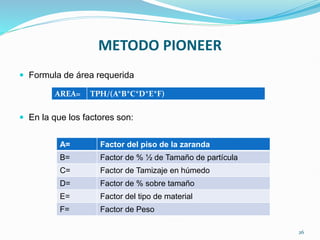
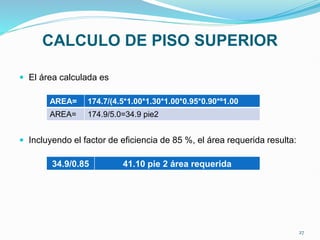
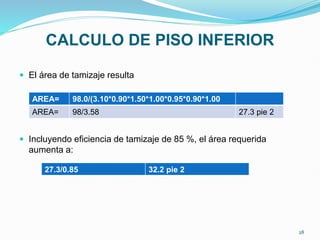
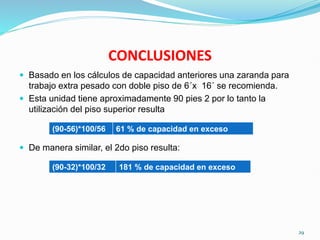
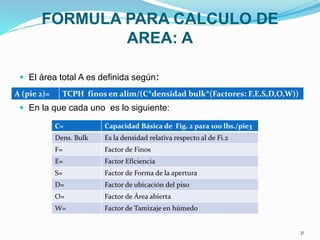
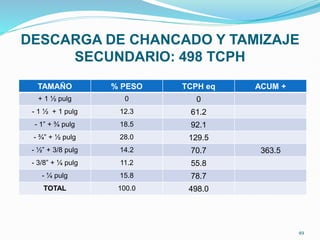
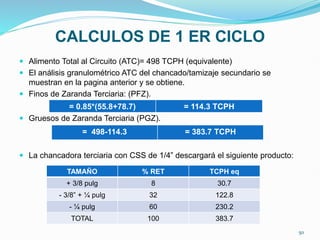
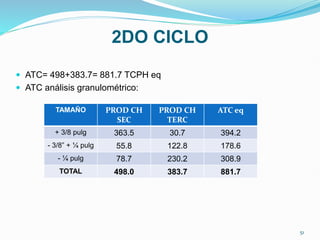
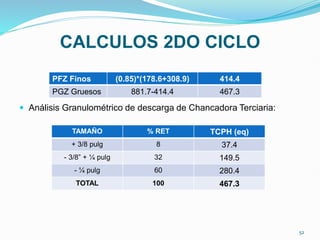
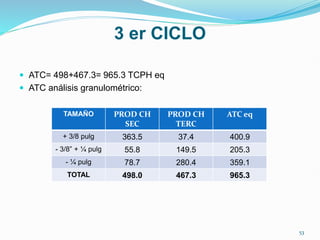
Este documento presenta los parámetros de diseño de una planta de chancado. Introduce los requerimientos de producción, características del mineral, etapas de diseño e incluye cálculos para seleccionar equipos de chancado primario y secundario que cumplan con una capacidad de 10,525 toneladas por día. Finaliza describiendo el diseño preliminar de una zaranda secundaria.