Descargado 295 veces







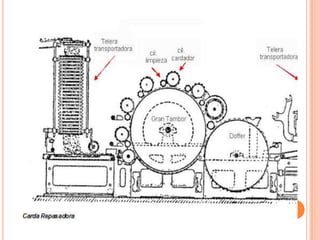











El documento describe el proceso de cardado, el cual consiste en abrir, individualizar, paralelizar y limpiar las fibras de forma progresiva para producir una mecha o cinta. Explica que existen dos tipos de cardas (de cardado y de peinado) y describe los componentes, funcionamiento y objetivos de cada una. También detalla los tipos de guarniciones, su montaje, y los procesos de limpieza y esmerilado necesarios.


































































