Descargado 112 veces



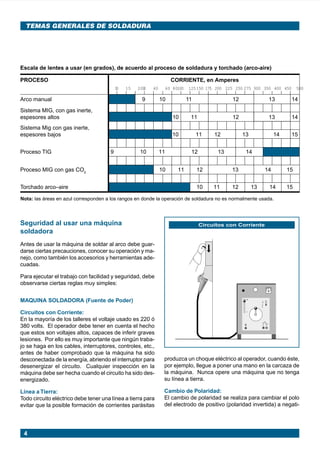
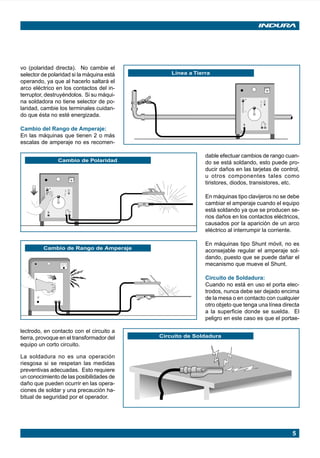
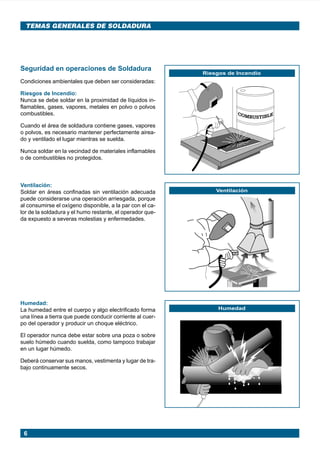














































































Este documento proporciona información sobre seguridad en soldadura al arco, incluyendo la protección de la vista con lentes adecuados, el uso de equipo de protección personal como máscaras, guantes y delantales, y precauciones para operar máquinas soldadoras de manera segura como desconectar la energía eléctrica y asegurar una línea a tierra. También cubre condiciones ambientales como evitar riesgos de incendio y ventilar adecuadamente cuando se suelda.