Descargado 78 veces

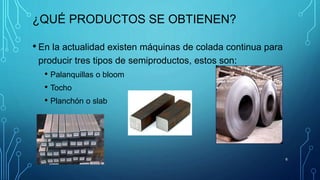







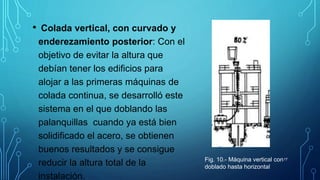



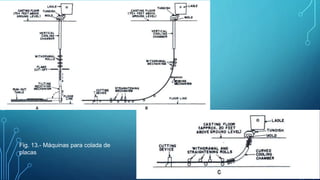









Este documento describe los diferentes métodos de colada del acero, incluyendo lingoteras, colada continua y los tipos de productos que se obtienen de cada método. La colada continua es actualmente el método más utilizado, produciendo palanquillas, tochos o planchones. La colada continua ofrece ventajas como mayor rendimiento y calidad en comparación con métodos convencionales.


































































