Parámetros y procedimientos de soldeo oxigas
•
0 recomendaciones•621 vistas

Preguntas sobre el soldeo oxigas con acetileno, diferencias entre los equipos de alta y baja presión así como las uniones más usuales y condiciones de seguridad.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Parámetros y procedimientos de soldeo oxigas
Similar a Parámetros y procedimientos de soldeo oxigas (20)
Más de Juan Diego Alcántara Meléndez
Más de Juan Diego Alcántara Meléndez (10)
Último
Último (20)
Parámetros y procedimientos de soldeo oxigas
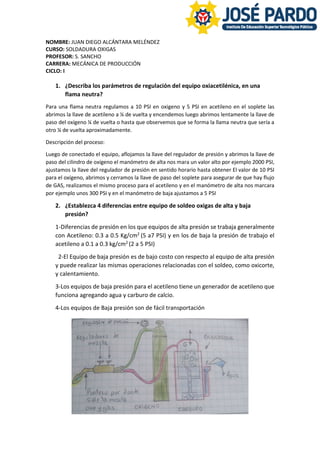
- 1. NOMBRE: JUAN DIEGO ALCÁNTARA MELÉNDEZ CURSO: SOLDADURA OXIGAS PROFESOR: S. SANCHO CARRERA: MECÁNICA DE PRODUCCIÓN CICLO: I 1. ¿Describa los parámetros de regulación del equipo oxiacetilénica, en una flama neutra? Para una flama neutra regulamos a 10 PSI en oxigeno y 5 PSI en acetileno en el soplete las abrimos la llave de acetileno a ¼ de vuelta y encendemos luego abrimos lentamente la llave de paso del oxígeno ¼ de vuelta o hasta que observemos que se forma la llama neutra que sería a otro ¼ de vuelta aproximadamente. Descripción del proceso: Luego de conectado el equipo, aflojamos la llave del regulador de presión y abrimos la llave de paso del cilindro de oxígeno el manómetro de alta nos mara un valor alto por ejemplo 2000 PSI, ajustamos la llave del regulador de presión en sentido horario hasta obtener El valor de 10 PSI para el oxígeno, abrimos y cerramos la llave de paso del soplete para asegurar de que hay flujo de GAS, realizamos el mismo proceso para el acetileno y en el manómetro de alta nos marcara por ejemplo unos 300 PSI y en el manómetro de baja ajustamos a 5 PSI 2. ¿Establezca 4 diferencias entre equipo de soldeo oxigas de alta y baja presión? 1-Diferencias de presión en los que equipos de alta presión se trabaja generalmente con Acetileno: 0.3 a 0.5 Kg/cm2 (5 a7 PSI) y en los de baja la presión de trabajo el acetileno a 0.1 a 0.3 kg/cm2 (2 a 5 PSI) 2-El Equipo de baja presión es de bajo costo con respecto al equipo de alta presión y puede realizar las mismas operaciones relacionadas con el soldeo, como oxicorte, y calentamiento. 3-Los equipos de baja presión para el acetileno tiene un generador de acetileno que funciona agregando agua y carburo de calcio. 4-Los equipos de Baja presión son de fácil transportación
- 2. 3. ¿Explique los procedimientos de soldeo oxigas de uniones a tope y en T, en posiciones plana, horizontal y vertical? Regulación de parámetros para el oxigeno de 10 a 20 PSI y en el acetileno de 5 a 7 PSI, a mayor número de boquilla más presión. Para realizar el proceso de soldeo lo primero es apuntalar, para esto DEJAMOS UNA SEPARACIÓN ENTRE CHAPAS y realizamos el calentamiento del material base y seguidamente el material de aporte para luego realizar el apuntalado. Dependiendo de la longitud del material base el apuntalado puede ser solo en los extremos o en más puntos. Los ángulos y posiciones de soldadura varían para materiales delgados se usa la soldadura a izquierdas (también arriba abajo) porque hay menos calor y para materiales de espesores mayores de 3mm se realiza soldadura a derechas (también de abajo a arriba) porque el material ya puede soportar el calor. En relación a los ángulos pueden ir de 30o – 40o para la varilla y de 60o a 70o para el soplete en relación al material base. Movimientos de la Boquilla y varilla: Según nos permita la posición podemos realizar movimientos de vaivén o movimientos circulares tanto del material de aporte como del de la boquilla del soplete
- 3. Encendido y Regulación de llama Se abre la llave de paso de acetileno ¼ de vuelta y se enciende con el encendedor de fricción, posteriormente se procede a ajustar la llave de oxigeno del soplete hasta lograr una llama neutra. La llama neutra es la que tiene la misma proporción de oxígeno y acetileno, se usa para soldar hierro fundido, acero maleable, acero suave, acero inoxidable, acero al cromo. Uniones a Tope en posición plana 1G: Luego de haber realizado el apuntalado, calentamos el material base y colocamos la varilla, sin tocar con el dardo el material base, comenzamos a realizar el movimiento en zigzag del soplete y en la varilla de aporte en movimiento circular donde el soplete sigue a la varilla y realizamos una soldadura a derecha asumiendo una chapa de más de 3mm de espesor. Uniones a Tope en posición horizontal 2G: Igualmente calentamos el material base hasta que se forme el baño de fusión y colocamos la varilla para realizar el proceso de soldeo, podemos hacer un movimiento ligero de zigzag de la varilla y un movimiento circular del soplete y ente caso avanzamos y el soplete sigue a la varilla estaríamos en un caso de soldadura a izquierda ideal par materiales de pequeño espesor, de hasta 3 mm. Uniones a Tope en posición vertical 3G: Igualmente, luego de realizar el apuntalado calentamos el material base hasta que se forme el baño de fusión, seguidamente acercamos la varilla de aporte y sin tocar con el dado comenzamos a realizar una soldadura ascendente (ideal para chaspas de espesor mayor de 3 mm) con un movimiento de zigzag para la varilla, y un movimiento circular para el soplete, seguimos el ritmo uniformemente hasta terminar de soldar.
- 4. Posiciones normalizadas de uniones a Tope Uniones en T en posición Plana: Luego del apuntalado realizamos, procedemos a soldar el material base para esto calentamos el material y una base conseguido el baño de fusión acercamos el material base y sin tocar al material damos un movimiento de avance ligero en zigzag y el material de aporte un movimiento circular el sentido de la soldadura a izquierda asumiendo que se trata de una chapa delgada y seguimos el ritmo constante hasta terminar. Uniones en T en posición horizontal: Luego de realizar el apuntalado, calentamos el material base y como la posición no nos lo permite solo realizamos un ligero movimiento de zigzag en la varilla de aporte, así como del soplete, es soldadura a izquierdas donde el soplete sigue a la varilla de aporte y los ángulos pueden variar de 300 a 400 para el material de aporte y 600 y 700 para el soplete. Uniones en T En posición vertical: Luego del apuntalado, calentamos el material base, una vez se forme el baño de fusión acercamos el material de aporte y como la posición no nos permite movernos libremente realizamos movimientos de zigzag ligeros, tanto de la varilla como del soplete en este caso realizamos una soldadura ascendente esto es ideal para material de espesores mayores a 3mm y respecto a los ángulos en este caso para la varilla es un ángulo menor es de 150 y del soplete es de 60o .
- 5. Posiciones normalizadas de uniones en T 4. ¿Señale 5 normas de seguridad durante el uso del equipo oxiacetilénica? 1-Colocar los equipos en un lugar con buena ventilación y en posición vertical. 2-Antes de colocar los reguladores de presión, realizar el purgado para que quede libre de partículas y verificar que las rocas estén en buen estado. 3-Utilizar válvulas antirretroceso de llama y flujo. 4-Hacer una prueba de fuja de gas antes de iniciar con agua jabonosa. 5- nunca manipularlos equipos con nuestras manos sucias de aceites o grasas.