El documento describe el proceso de fabricación del acero, comenzando con los materiales primarios (mineral de hierro, coque y caliza) que se introducen en un alto horno. En el alto horno, el coque se quema y produce monóxido de carbono que reduce el mineral de hierro a hierro metálico. El producto, llamado arrabio, contiene demasiado carbono y impurezas y debe refinarse para producir acero en hornos de convertidores u hornos de crisol abierto.






















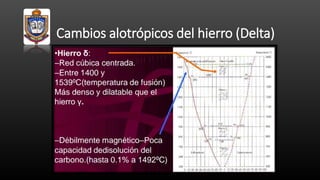
![Propiedades mecánicas del acero
en función de la temperatura
En el diagrama:
• E= Módulo de elasticidad [
Kg/mm2 ]
• μ= Módulo de Poisson
• σr = Tensión de ruptura por
tracción [ Kg/mm2 ]
• σf = Tensiónde fluencia para
acero de dureza natural
[ Kg/mm2 ]
• σP =Tensión límite de
proporcionalidad para acero
estirado en frío [ Kg/mm2 ]
• t°= Temperatura en ° Celsius.](https://image.slidesharecdn.com/elacerodiapositiva-170922203025/85/El-Acero-23-320.jpg)