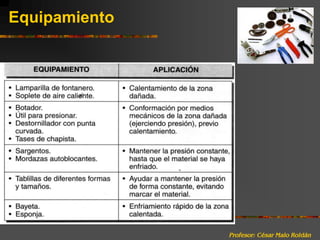
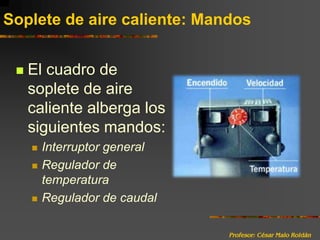
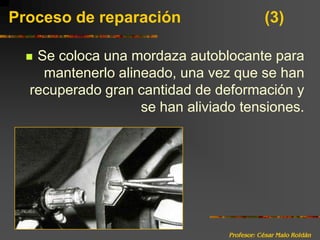
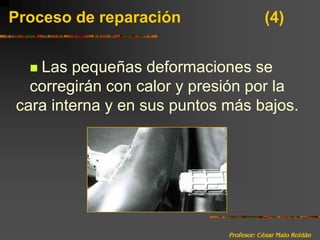
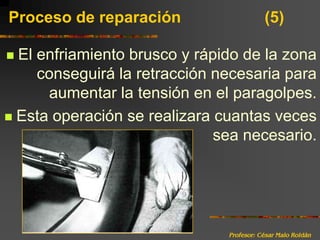
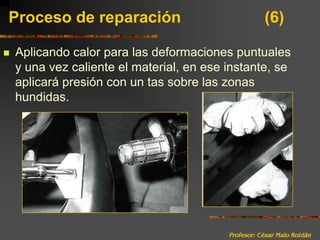
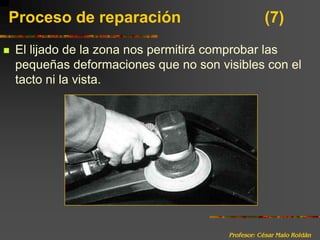
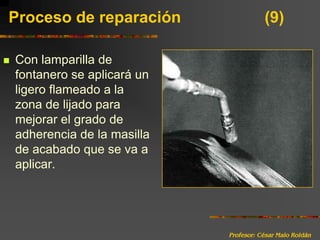
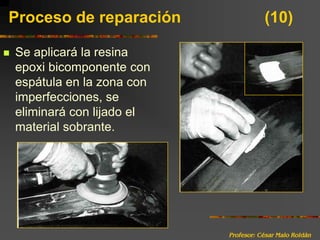
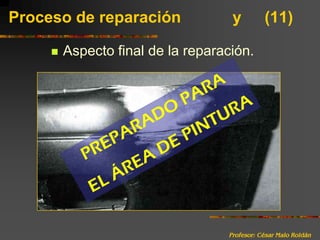
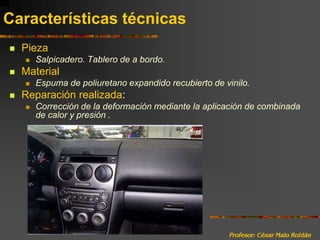
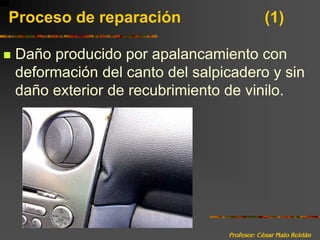
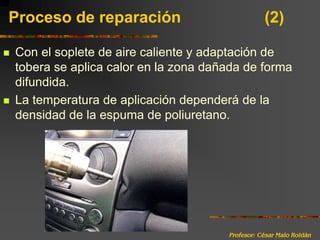
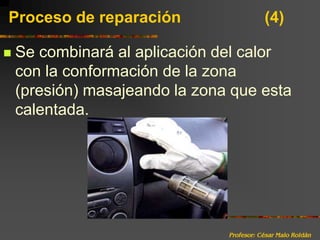
El documento describe los procesos de conformación y reparación de elementos metálicos y sintéticos mediante la aplicación de calor y presión. Explica cómo utilizar un soplete de aire caliente de forma segura para calentar y reformar áreas dañadas o deformadas, y luego aplicar presión para recuperar la forma original. También detalla procesos específicos para reparar paragolpes de plástico y tableros de instrumentos deformados en automóviles.