Descargado 164 veces





















































































![MANTENIMIENTO DE SISTEMA HIDRÁULICOS
SALES Y CORROSIÓN
De la reacción de un ácido con una base, el hidrógeno que se desprende del ácido
forma agua con el grupo OH de la base o lejía, mientras que el radical ácido se combina
con el metal de la base para formar una sal. Si la sal es soluble en agua, permanece en
disolución; por ejemplo, si se mezcla ácido clorhídrico con una cantidad proporcionada de
hidróxido sódico obtendremos sal común y agua.
HCl + Na OH → NaCl + H2O NaCl = sal común (cloruro sódico)
Si la sal no es soluble en agua se separara en forma de precipitado.
Si se mezcla entre sí ácidos y sales en las proporciones correctas, se contrarrestan
sus efectos; a esto proceso se le llama neutralización .
Las sales se forman además, cuando actúan los ácidos sobre los metales o los
óxidos metálicos por ejemplo el cloruro de zinc ( ZnCl2) se obtienen cuando se vierte
ácido clorhídrico sobre el zinc. Como generalmente se emplea ácido clorhídrico diluido, la
sal se disuelve en el agua de disolución del ácido clorhídrico. Está disolución salina
pueden emplearse como fundente al ejecutar soldaduras blandas, recibiendo entonces el
nombre de agua para soldar. Las sales del ácido clorhídrico se llaman cloruros [por
ejemplo, el cloruro sódico (NaCl) = sal común], las de ácido sulfúrico, sulfatos [por
ejemplo, el sulfato de cal (CaSO4) = yeso], las del ácido nítrico, nitratos [por ejemplo,
nitrato de plata ( AgNO3) = piedra infernal] y las ácido carbónico, carbonatos [por ejemplo,
carbonato cálcico (CaCO3) = calcita ].
MECÁNICO DE MAQUINARIA PESADA
1/HCA 1](https://image.slidesharecdn.com/iisemestrepartei-140902223324-phpapp02/85/Ii-semestre-parte-i-90-320.jpg)
















































![MANTENIMIENTO DE SISTEMA HIDRÁULICOS
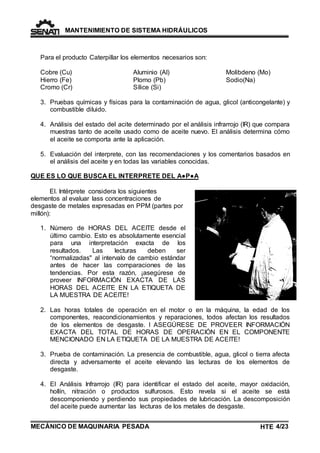
CALCULO DEL CAUDAL
DATOS PRINCIPALES PARA EL CALCULO
dp – diámetro primitivo en cm
de – diámetro exterior en cm
d – distancia entre ejes de piñones
l – longitud del diente
z – número de dientes del piñón
Q – caudal en l/h
Q1 – caudal en cm3 por vuelta
n – núm. De r.p.m.
Ph – potencia hidráulica en KW
Pm – potencia del motor
p – diferencia en presión en bar
CAUDAL EN cm3 POR VUELTA (Q1)
Q1 = π . l[ de2 – d2 – dp2 (dp2 π )]
2 3 . z
Fórmula aproximada que resulta válida para el calculo
Q1 = 2 . l( π . de2 – π . d2 ) = π . l (de2 - d2)
4 4 2
CAUDAL EN LITROS HORA (Q)
Q = Q1 . N . 60
1000
POTENCIA HIDRÁULICA (Ph)
Q1 . n
Ph = 1000 · p (Q1 . n =l/ mm)
600
POTENCIA DEL MOTOR
Pm = Ph + P pérdidas
MECÁNICO DE MAQUINARIA PESADA
HCA 1/1](https://image.slidesharecdn.com/iisemestrepartei-140902223324-phpapp02/85/Ii-semestre-parte-i-142-320.jpg)













![MANTENIMIENTO DE SISTEMA HIDRÁULICOS
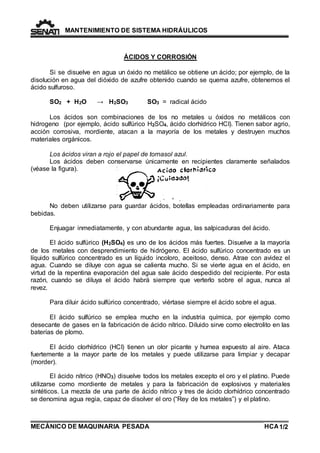
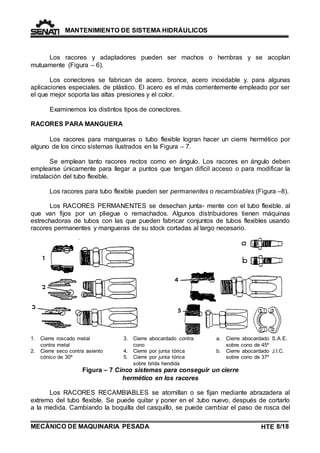
El grado de eficiencia total de una bomba se calcula recurriendo al grado de
eficiencia volumétrico (*V) y al grado de eficiencia hidráulico-mecánico (*hm).
10,0
9,8
9,6
9,4
9,2
9,0
8,8
8,6
CURVA CARACTERÍSTICA DE LA BOMBA
0 50 100 150 200 250
MECÁNICO DE MAQUINARIA PESADA
bomba nueva
bomba averiada
Se aplica la siguiente fórmula:
Para conocer la potencia de una bomba, suele consultarse una curva
característica. La norma VDI 3279 prevé diversas curvas características, por ejemplo
para:
El caudal de transporte Q
La potencia P
El grado de eficiencia n
Estas curvas están en función de la presión y suponen unas revoluciones
constantes de la bomba.
La curva característica de una bomba es la expresión de la curva característica del
caudal de transporte en función de la presión. La curva característica de una bomba
demuestra que el caudal de transporte efectivo (Qef) disminuye en función del aumento de
la presión. El caudal de transporte real (Qr) es el que, además, toma en cuenta el aceite
de fuga (Q1).
¡Para mantener la lubricación, es necesario que exista un mínimo de aceite de
fuga!
La curva característica de una bomba ofrece las siguientes informaciones:
Si p = 0, la bomba rinde un caudal de transporte total Q
Si p > 0, disminuye Q por efecto del aceite de fuga
La trayectoria de la curva caracteriza informa sobre el grado de eficiencia volumétrica
(nV)
La gráfica muestra las curvas características de una bomba nueva y de una bomba
desgastada (averiada):
Q
[dm 3/ min]
Presión [bar]
n tot= nv · nhm
HTE 3/6
TE](https://image.slidesharecdn.com/iisemestrepartei-140902223324-phpapp02/85/Ii-semestre-parte-i-158-320.jpg)



![MANTENIMIENTO DE SISTEMA HIDRÁULICOS
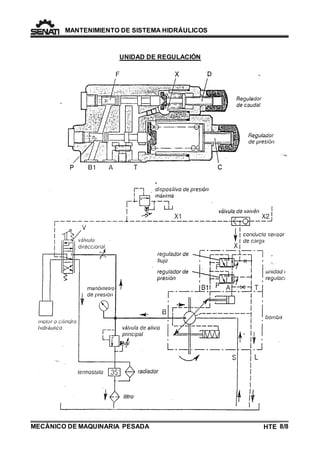
CAUDAL: UNIDADES DE MEDIDA
DATOS PRINCIPALES PARA EL CALCULO
dp – diámetro primitivo en cm
de – diámetro exterior en cm
d – distancia entre ejes de piñones
l – longitud del diente
z – número de dientes del piñón
Q – caudal en l/h
Q1 – caudal en cm3 por vuelta
n – núm. De r.p.m.
Ph – potencia hidráulica en KW
Pm – potencia del motor
p – diferencia en presión en bar
CAUDAL EN cm3 POR VUELTA (Q1)
Q1 = π .l [ de2 – d2 – dp2 (dp2 π )]
2 3 . z
Fórmula aproximada que resulta válida para el cálculo
Q1 = 2 . l( π . de2 – π . d2 ) = π . l (de2 - d2)
4 4 2
CAUDAL EN LITROS HORA (Q)
Q = Q1 . N . 60
1000
POTENCIA HIDRÁULICA (Ph)
Q1 . n
Ph = 1000 · p (Q1 . n =l/ mm)
600
POTENCIA DEL MOTOR
Pm = Ph + P pérdidas
MECÁNICO DE MAQUINARIA PESADA
HCA 1/1](https://image.slidesharecdn.com/iisemestrepartei-140902223324-phpapp02/85/Ii-semestre-parte-i-162-320.jpg)


























































Este documento clasifica y describe varios tipos de maquinaria pesada utilizada en la minería y la construcción. Se dividen en dos grandes categorías: equipo para carretera como camiones y equipo fuera de carretera como excavadoras, tractores, retroexcavadoras y dragas. Luego procede a describir las características y aplicaciones de diferentes tipos dentro de estas categorías como excavadoras hidráulicas, tractores de cadenas y volquetes.


































![1) sistemas hidráulicos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/1sistemashidrulicos1-111122190747-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




















































