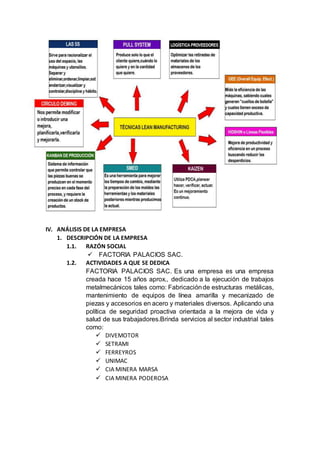
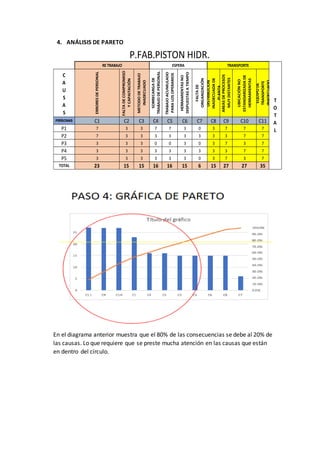
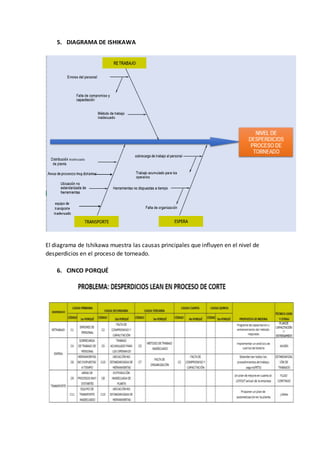
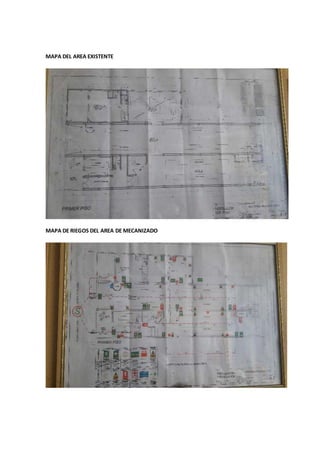
Este documento presenta un análisis de la empresa Factoría Palacios SAC con el objetivo de aplicar herramientas de manufactura esbelta para reducir los desperdicios en el proceso de fabricación de pistones hidráulicos. Se realiza un diagnóstico de la situación actual identificando actividades no valoradas como traslados de materiales entre áreas y tiempos improductivos. Se propone implementar técnicas lean como 5S, SMED y poka-yoke para optimizar el flujo de valor y mejorar la eficiencia del proceso productivo.