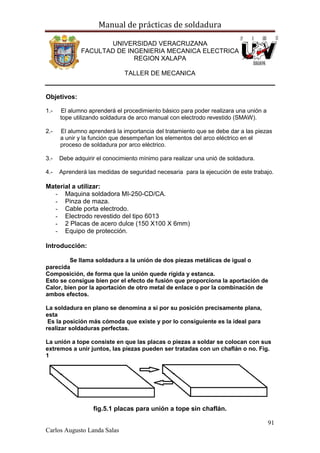
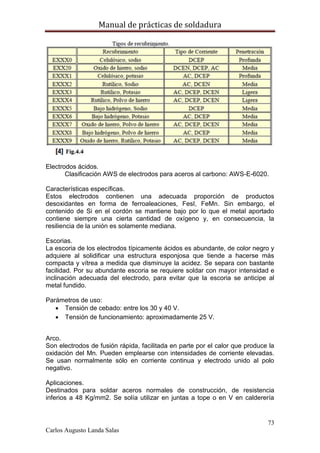
El manual de prácticas de soldadura de Carlos Augusto Landa Salas abarca los fundamentos teóricos y prácticos de la soldadura por arco eléctrico, incluyendo TIG, MIG y SMAW. Se detallan las características del equipo utilizado en el taller de la Universidad Veracruzana, así como medidas de seguridad y recomendaciones para la ejecución de prácticas de soldadura. Este documento busca transmitir conocimiento esencial sobre los procesos de soldadura requeridos para la formación de ingenieros mecánicos eléctricos.


![Manual de prácticas de soldadura
8
Carlos Augusto Landa Salas
primero a los aviones durante la guerra, pues algunos fuselajes de aeroplanos
alemanes fueron construidos usando el proceso.
Durante los años 1920, importantes avances fueron hechos en la
tecnología de la soldadura, incluyendo la introducción de la soldadura
automática en 1920, en la que el alambre del electrodo era alimentado
continuamente. El gas de protección se convirtió en un tema recibiendo mucha
atención, mientras que los científicos procuraban proteger las soldaduras
contra los efectos del oxígeno y el nitrógeno en la atmósfera. La porosidad y la
fragilidad eran los problemas primarios, y las soluciones que desarrollaron
incluyeron el uso del hidrógeno, argón, y helio como atmósferas de soldadura.
Durante la siguiente década, posteriores avances permitieron la soldadura de
metales reactivos como el aluminio y el magnesio. Esto, conjuntamente con
desarrollos en la soldadura automática, la corriente alterna, y los fundentes
alimentaron una importante extensión de la soldadura de arco durante los años
1930 y entonces durante la Segunda Guerra Mundial.
A mediados del siglo XX, fueron inventados muchos métodos nuevos de
soldadura. 1930 vio el lanzamiento de la soldadura de perno, que pronto llegó a
ser popular en la fabricación de naves y la construcción. La soldadura de arco
sumergido fue inventada el mismo año, y continúa siendo popular hoy en día.
En 1941, después de décadas de desarrollo, la soldadura de arco de gas
tungsteno fue finalmente perfeccionada, seguida en 1948 por la soldadura por
arco metálico con gas, permitiendo la soldadura rápida de materiales no
ferrosos pero requiriendo costosos gases de blindaje. La soldadura de arco
metálico blindado fue desarrollada durante los años 1950, usando un fundente
de electrodo consumible cubierto, y se convirtió rápidamente en el más popular
proceso de soldadura de arco metálico. En 1957, debutó el proceso de
soldadura por arco con núcleo fundente, en el que el electrodo de alambre auto
blindado podía ser usado con un equipo automático, resultando en velocidades
de soldadura altamente incrementadas, y ése mismo año fue inventada la
soldadura de arco de plasma. La soldadura por electro escoria fue introducida
en 1958, y fue seguida en 1961 por su prima, la soldadura por electro gas.
Otros desarrollos recientes en la soldadura incluyen en 1958 el
importante logro de la soldadura con rayo de electrones, haciendo posible la
soldadura profunda y estrecha por medio de la fuente de calor concentrada.
Siguiendo la invención del láser en 1960, la soldadura por rayo láser debutó
varias décadas más tarde, y ha demostrado ser especialmente útil en la
soldadura automatizada de alta velocidad, Sin embargo, ambos procesos
continúan siendo altamente costosos debido al alto costo del equipo necesario,
y esto ha limitado sus aplicaciones.
Tomado de [8]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-8-320.jpg)
![Manual de prácticas de soldadura
9
Carlos Augusto Landa Salas
DEFINICION:
Se llama soldadura a la unión de dos piezas metálicas de igual o
parecida
Composición, de forma que la unión quede rígida y estanca.
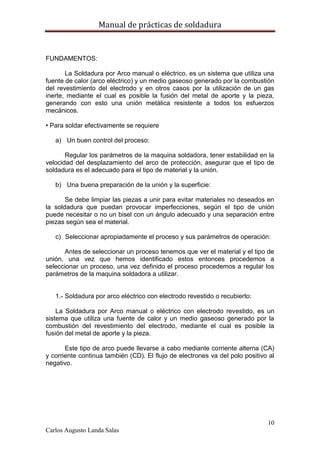
Esto se consigue bien por el efecto de fusión que proporciona la aportación de
Calor, bien por la aportación de otro metal de enlace o por la combinación de
ambos efectos.
El objeto principal de la unión es el de asegurar la mejor continuidad de
las piezas, continuidad que será más perfecta cuanto más uniforme sea la
transmisión del esfuerzo.
La transmisión de esfuerzos en las uniones se hace en muchas ocasiones de
modo indirecto, ya que para pasar el esfuerzo de una pieza a otra se la obliga
previamente a desviarse de su trayectoria normal. Los procesos de soldadura
son un proceso de unión permanente. Existe una gran variedad de procesos,
desde los más sencillos y manuales hasta los más complejos y automatizados.
Existen cerca de cuarenta sistemas de soldar, pero el más importante
para las estructuras metálicas es el sistema de soldadura por fusión. En las
soldaduras por fusión el calor proporcionado funde los extremos de las piezas y
al solidificar se produce la unión.
Existen diferentes tipos de soldadura por fusión, pero los más utilizados son
dos:
Soldadura autógena
La Soldadura Autógena es un tipo de soldadura por fusión conocida
también como soldadura oxi-combustible u oxiacetilénica. La soldadura
oxiacetilénica es la forma más difundida de soldadura autógena. En este tipo
de soldadura, la combustión se realiza por la mezcla de acetileno y oxígeno
que arden a la salida de una boquilla (soplete). La soldadura autógena no
requiere de aporte de material.
Soldadura por arco eléctrico, que es la que se utiliza en estructuras
metálicas. Estos procesos usan una fuente de alimentación para soldadura
para crear y mantener un arco eléctrico entre un electrodo y el material base
para derretir los metales en el punto de la soldadura. Pueden usar tanto
corriente continua (DC) como alterna (AC), y electrodos consumibles o no
consumibles. A veces, la región de la soldadura es protegida por un cierto tipo
de gas inerte o semi inerte, conocido como gas de protección, y el material de
relleno a veces es usado también.
Este segundo tipo de soldadura es en el que fijaremos nuestra atención
pues en base a él se ha realizado este trabajo.
Tomado de [8]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-9-320.jpg)
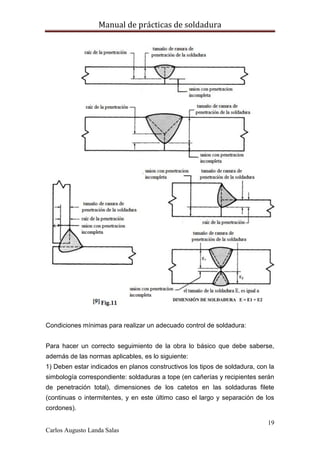
![Manual de prácticas de soldadura
11
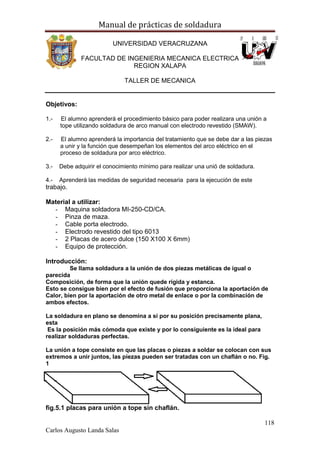
Carlos Augusto Landa Salas
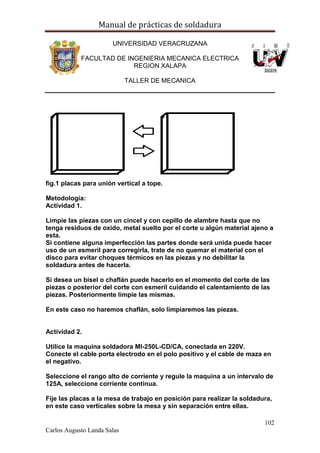
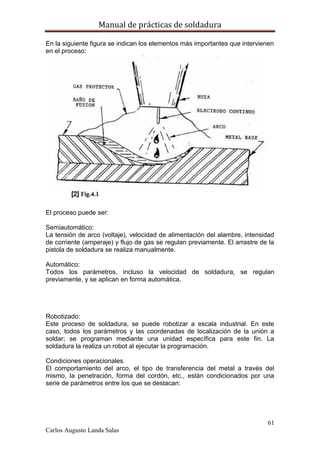
[1] fig. 1 soldadura por arco con electrodo recubierto.
2.- Soldadura por arco manual con electrodo de tungsteno no consumible y
gas de protección:
El sistema TIG es un sistema de soldadura al arco con protección
gaseosa que utiliza el intenso calor del arco eléctrico, generado entre un
electrodo de tungsteno no consumible y la pieza a soldar, donde puede
utilizarse o no metal de aporte.
Se utiliza un gas de protección cuyo objetivo es desplazar el aire, para
eliminar la posibilidad de contaminación de la soldadura por él oxigeno y
nitrógeno presente en la atmósfera. Como gas protector se puede emplear
helio y argón o una mezcla de ambos.](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-11-320.jpg)
![Manual de prácticas de soldadura
12
Carlos Augusto Landa Salas
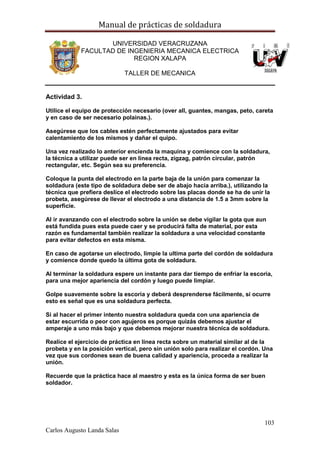
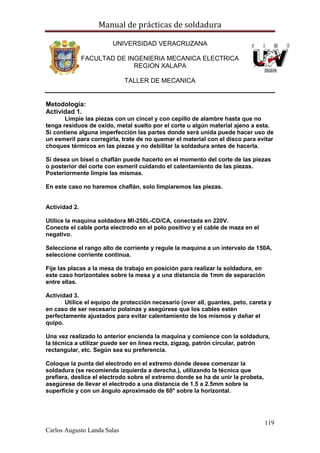
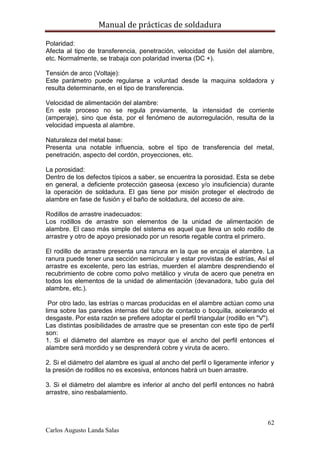
3.- Soldadura por arco manual con electrodo continuo y gas de protección:
El sistema MIG es un proceso de soldadura al arco, donde la fusión se
produce por calentamiento con un arco entre un electrodo de metal de aporte
continuo y la pieza, donde la protección del arco se obtiene de un gas
suministrado en forma externa, el cual protege de la contaminación atmosférica
y ayuda a estabilizar el arco. Como gas protector se puede emplear argón o
helio o una mezcla de ambos.
Tomado de [2]
EL CORDON DE SOLDADURA:
El cordón de soldadura tiene tres partes bien diferenciadas que se
denominan Partes del cordón de soldadura.
a). Zona de soldadura: Es la zona central, que está formada
fundamentalmente por el metal de aportación.
b). Zona de penetración. Es la parte de las piezas que ha sido fundida
por los electrodos. La mayor o menor profundidad de esta zona define la
penetración de la soldadura. Una soldadura de poca penetración es una
soldadura generalmente defectuosa.
c). Zona de transición. Es la más próxima a la zona de penetración.
Esta zona, aunque no ha sufrido la fusión, sí ha soportado altas temperaturas,
que la han proporcionado un tratamiento térmico con posibles consecuencias
desfavorables, provocando tensiones internas.](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-12-320.jpg)


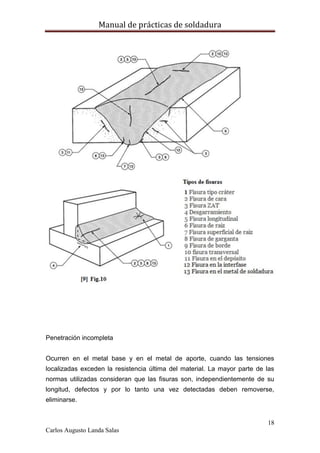
![Manual de prácticas de soldadura
20
Carlos Augusto Landa Salas
2) Debe solicitarse o reunirse la siguiente documentación: procedimientos de
soldaduras calificados a utilizar, soldadores calificados, tipos de controles
(inspección visual y demás).
Debe exigirse a la empresa ejecutora del trabajo que se haga responsable de
la calidad del mismo, mediante el cumplimiento de lo indicado por las normas
exigidas.
Absolutamente todas la normas establecen que el fabricante es el responsable
del fiel cumplimiento de las especificaciones, y debe contar con personal
competente y maquinaria apta para tal fin.
Pero es fundamental que al fabricante se le indique claramente qué normas
deben aplicarse, sin ambigüedades, pues buena parte del éxito de una obra
radicará en las adecuadas especificaciones técnicas.
Tomado de [2 y 9]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-20-320.jpg)

![Manual de prácticas de soldadura
24
Carlos Augusto Landa Salas
EQUIPOS ELÉCTRICOS DE SOLDAR
Están formadas por el circuito de alimentación y el equipo propiamente dicho.
Sirven para reducir la tensión de red (220 o 380 V) a la tensión de cebado
(entre 40 y 100 V) y de soldeo menor de 35 V, permitiendo regular la intensidad
de la corriente de soldadura, asegurando el paso de la tensión de cebado a la
de soldeo de forma rápida y automática.
El circuito de alimentación está compuesto por un cable y clavija de conexión a
la red y funcionando a la tensión de 220/380 V según los casos e intensidad
variable.
En función del tipo de corriente del circuito de soldeo el equipo consta de
partes diferentes.
En equipos de corriente alterna, transformador y convertidor de frecuencia; en
equipos de corriente continua, rectificador (de lámparas o seco) y convertidor
(conmutatrices o grupos eléctricos).
Los equipos eléctricos de soldar más importantes son los convertidores de
corriente alterna-continua y corriente continua-continua, los transformadores de
corriente alterna-corriente alterna, los rectificadores y los transformadores
convertidores de frecuencia. Además de tales elementos existen los cables de
pinza y masa, el porta electrodos y la pinza-masa, a una tensión de 40 a 100 V,
que constituyen el circuito de soldeo.
Elementos auxiliares:
Tomado de [4]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-24-320.jpg)





![Manual de prácticas de soldadura
33
Carlos Augusto Landa Salas
Avance de hilo, de velocidad
Espesor de la chapa, una medida
Velocidad de soldadura
Numero de trabajo
Función de retención de temperatura
Arco indicador
Aplicaciones:
Se utiliza para los procesos TIG, MIG y SMAW. Puede soldar todos los
electrodos existentes en los catálogos.
Usos:
Por ser una maquina que solo pesa 27 Kg es ideal para realizar trabajos de
campo reparación de maquinaria, en la industria farmacéutica, talleres de
herrería y en el mantenimiento de fábricas y edificios.
Tomado [5, 10,11]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-33-320.jpg)
![Manual de prácticas de soldadura
38
Carlos Augusto Landa Salas
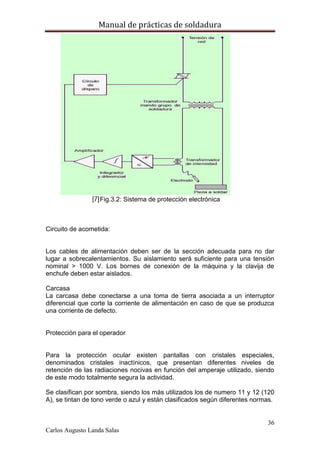
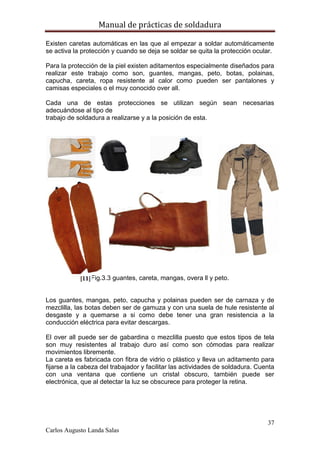
Para la protección física interna como es sistema respiratorio existen mascaras
de gas, ventiladores y extractores de humo a si como un tiempo especificado
por normas para realizar trabajos de soldadura.
Se deben utilizar mamparas de separación de puestos de trabajo para proteger
al resto de operarios. El material debe estar hecho de un material opaco o
translúcido robusto.
La parte inferior debe estar al menos a 50 cm del suelo para facilitar la
ventilación. Se debería señalizar con las palabras: PELIGRO ZONA DE
SOLDADURA, para advertir al resto de los trabajadores.
Martillos y cepillos de alambre para escoria:
Aunque el martillo para quitar rebabas y el cepillo de alambre no son equipo de
seguridad, son parte esencial del equipo del soldador. Todas las soldaduras se
deben picar con el martillo y limpiar con el cepillo de alambre al terminarlas.
[9] Fig.3.4 mampara de protección
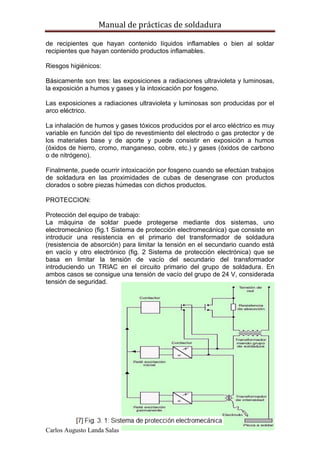
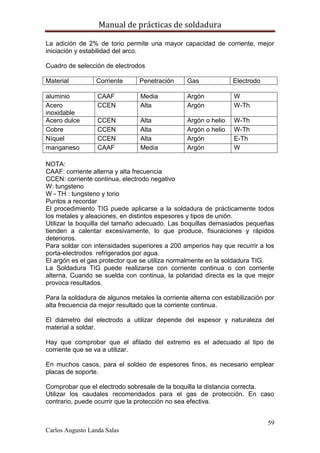
TÉCNICAS DE SOLDADURA
Definición:
En ingeniería, procedimiento por el cual dos o más piezas de metal se unen por
aplicación de calor, presión, o una combinación de ambos, con o sin al aporte
de otro metal, llamado metal de aportación, cuya temperatura de fusión es
inferior a la de las piezas que han de soldarse.
Clasificación según proceso:](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-38-320.jpg)

![Manual de prácticas de soldadura
43
Carlos Augusto Landa Salas
Técnicas de movimiento:
En este trabajo nos hemos enfocado en la soldadura por arco manual y para
este tipo de soldadura tenemos las siguientes técnicas de movimiento.
• En línea:
Consiste en tomar una dirección orientada según sea la unión sobre llevando el
cordón de soldadura solo en línea recta a lo ancho de la unión y según sea el
grosor deseado del cordón.
[6] Fig.3.5
• Circular:
El cordón de soldadura es sobre llevado en una dirección orientada haciendo
círculos a lo ancho de la unión y según sea el grosor deseado del cordón.
[6] Fig.3.6
• Crescent:
El cordón de soldadura es sobre llevado a lo largo de una unión con una
dirección orientada haciendo una forma de zigzag pero con una especie de
curva a lo ancho de la unión y según sea el grosor deseado del cordón.
[6] Fig.3.7
• Zigzag:
El cordón de soldadura es sobre llevado a lo largo de una unión con una
dirección orientada haciendo una forma de zigzag a lo ancho de la unión y
según sea el grosor deseado del cordón.
[6] Fig.3.8
• Patrón rectangular:](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-43-320.jpg)
![Manual de prácticas de soldadura
44
Carlos Augusto Landa Salas
El cordón de soldadura es sobre llevado a lo largo de una unión con una
dirección orientada haciendo una forma de rectángulos a lo ancho de la unión y
según sea el grosor deseado del cordón.
[6] Fig.3.9
• Patrón J:
El cordón de soldadura es sobre llevado a lo largo de una unión con una
dirección orientada haciendo una forma de J encontradas en su inicio a lo
ancho de la unión y según sea el grosor deseado del cordón.
[6] Fig.3.10
TIPOS DE UNIONES
Preparación de la unión:
Las piezas a unirse deben ser limpiadas rigurosamente, hay que cerciorarse
que el material este libre de cualquier fluido en especial aceite o grasa pues
estos elementos ajenos a ella pueden provocar imperfecciones, también se
debe de hacer un preparado de borde que se muestra en la siguiente figura.
Ejemplo de preparación de uniones:](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-44-320.jpg)
![Manual de prácticas de soldadura
45
Carlos Augusto Landa Salas
La simbología de la preparación de bordes se representa en la siguiente tabla.
[4] Fig.3.12
Ejemplos de uniones:
Unión a tope](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-45-320.jpg)
![Manual de prácticas de soldadura
46
Carlos Augusto Landa Salas
[6] Fig.3.13
Unión esquina
[6] Fig.3.14
Unión a T
[6] Fig.3.15
Unión traslape
[6] Fig.3.16
Unión en cuña](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-46-320.jpg)
![Manual de prácticas de soldadura
47
Carlos Augusto Landa Salas
[6] Fig.3.17
La simbología de soldaduras se representa en la siguiente tabla.
[4] Fig.3.18
CLASIFICACIÓN DE LOS CORDONES DE SOLDADURA
Los cordones de soldadura se pueden clasificar:
· Por la posición del cordón de soldadura durante la operación de soldar (figura
19)
a) Cordón plano (se designa con H):
El cordón plano es aquel cuya superficie es horizontal o aproximadamente
horizontal y el metal de aporte se vierte desde arriba.
b) Cordón horizontal u horizontal en ángulo (se designa por C):
Este cordón está formado por la intersección de un plano horizontal con otro
vertical, situado sobre la cara superior del plano horizontal.](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-47-320.jpg)

![Manual de prácticas de soldadura
49
Carlos Augusto Landa Salas
modificación de la estructura cristalina del metal, lo cual se traduce en una
modificación de sus características mecánicas y, en especial, en un aumento
de su fragilidad.
Las contracciones, si operasen sobre piezas con libertad de movimiento, sólo
proporcionarían deformaciones, pero como las piezas tendrán ligaduras, nos
aparecerán, además, tensiones internas, que serán mayores a medida que la
producción de calor sea mayor o, lo que es equivalente, a medida que las
piezas sean más gruesas.
Las deformaciones que nos aparecen pueden dividirse en deformaciones
lineales y deformaciones angulares.
Podemos eliminar estas deformaciones y tensiones internas si seguimos las
siguientes indicaciones:
Soldaduras de cordones múltiples
Se recomienda que una soldadura de varios cordones se realice depositando
éstos en el orden de la figura 20. El último cordón conviene que sea ancho para
que la superficie de la soldadura sea lisa.
[5] Figura.3. 20: Recomendaciones para la ejecución de soldaduras de
cordones múltiples.
Soldaduras continuas
Cuando la longitud de la soldadura no sea superior a 500 mm se recomienda
que cada cordón se empiece por un extremo y se siga hasta el otro sin
interrupción en la misma dirección.
Cuando la longitud está comprendida entre 500 y 1000 mm se recomienda
empezar por el centro de cada dirección.](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-49-320.jpg)

![Manual de prácticas de soldadura
51
Carlos Augusto Landa Salas
[5] Figura.3. 23: Uniones planas con soldaduras cruzadas.
Uniones en ángulo con soldaduras cruzadas
Cuando sólo son dos los cordones que se cruzan (figura 16) debe seguirse la
disposición a), ya que aunque parece que la disposición b) evita las tracciones
biaxiales, el efecto de entalla es más desfavorable que la propia biaxialidad de
tracciones.
[5] Figura.3.24: Uniones en ángulo con soldaduras cruzadas (dos cordones).
Cuando se trata de tres cordones (figura 25), el efecto de tracción triaxial y su
consecuente peligro de rotura frágil recomienda que se utilice la configuración](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-51-320.jpg)
![Manual de prácticas de soldadura
52
Carlos Augusto Landa Salas
a), en lugar de la b), a pesar del efecto de entalla, aunque la mejor solución es
evitar la concurrencia de tres cordones en un punto.
[5] Figura 3.25: Uniones en ángulo con soldaduras cruzadas (tres cordones).
Tomado[2, 5 y 6]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-52-320.jpg)
![Manual de prácticas de soldadura
60
Carlos Augusto Landa Salas
Cuando es necesario el empleo de material de aportación, utilizar el diámetro
de varilla adecuado.
Cuando se utilizan porta-electrodos refrigerados por agua, asegurarse de que
hay circulación de agua.
No intentar cambiar o ajustar el electrodo mientras el circuito está bajo tensión.
Tomado [2 y 3]
EL PROCESO MIG
Metal, Gas Inerte
Este sistema está definido por la AWS como un proceso de soldadura al
arco, donde la fusión se produce por calentamiento con un arco entre un
electrodo de metal de aporte continuo y la pieza, donde la protección del arco
se obtiene de un gas suministrado en forma externa, el cual protege de la
contaminación atmosférica y ayuda a estabilizar el arco.
El proceso MIG/MAG está definido como un proceso, de soldadura, donde la
fusión, se produce debido al arco eléctrico, que se forma entre un electrodo
(alambre continuo) y la pieza a soldar. La protección se obtiene a través de un
gas, que es suministrado en forma externa.
La soldadura MAG (soldadura por arco gas metal) es un tipo de soldadura que
utiliza un gas protector químicamente activo (dióxido de carbono, argón más
dióxido de carbono o argón más oxígeno). El material de aporte tiene forma de
varilla muy larga y es suministrado continuamente y de manera automática por
el equipo de soldadura.
Se utiliza básicamente para aceros no aleados o de baja aleación. No se puede
usar para soldar aceros inoxidables ni aluminio o aleaciones de aluminio.
Es similar a la soldadura MIG (soldadura por arco con gas inerte), se distinguen
en el gas protector que emplean. Es más barata que la soldadura MIG debido
al menor precio de gas que utiliza.
Descripción del proceso de soldadura MIG/MAG.
La soldadura por arco bajo gas protector con electrodo consumible es un
proceso en el que el arco se establece entre un electrodo de hilo continuo y la
pieza a soldar, estando protegido de la atmósfera circundante por un gas inerte
(proceso MIG) o por un gas activo (proceso MAG).](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-60-320.jpg)
![Manual de prácticas de soldadura
68
Carlos Augusto Landa Salas
Las pistolas de soldadura disponen de un gatillo (o un pulsador), que controla
el sistema de alimentación de alambre, la corriente de soldadura, la circulación
de gas protector y la del agua de refrigeración. Al soltar dicho pulsador, se
extingue el arco y se interrumpe la alimentación del alambre, así como la
circulación de gas y agua.
La mayoría de los equipos incluyen un temporizador que, al extinguirse el arco,
retrasa el cierre de la válvula de gas, manteniendo la circulación del mismo
hasta que solidifica el extremo del cordón.
Beneficios del sistema MIG.
1.- No genera escoria.
2.- Alta velocidad de deposición.
3.- Alta eficiencia de deposición.
4.- Fácil de usar. 5.- Mínima salpicadura.
6.- Aplicable a altos rangos de espesores.
7.- Baja generación de humos.
8.- Es económica.
9.- La pistola y los cables de soldadura son ligeros haciendo más fácil su
manipulación.
10.- Es uno de los más versátiles entre todos los sistemas de soldadura.
11.- Rapidez de deposición.
12.- Alto rendimiento.
13.- Posibilidad de automatización.
Tomado [1,2 y 7].
El proceso SMAW
Este tipo de soldadura es uno de los procesos de unión de metales más
antiguos que existe, su inicio data de los años 90 de siglo XVIII. En la que se
utilizaba un electrodo de carbón para producir el arco eléctrico, pero no es sino
hasta 1907, cuando el fundador de ESAB. Oscar Kjellber desarrolla el método
de soldadura con electrodo recubierto, también conocido como método SMAW
(soldadura al arco con electrodo auto protegido).](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-68-320.jpg)

![Manual de prácticas de soldadura
81
Carlos Augusto Landa Salas
superficie para coordinar todas las fases y operaciones y vigilar el estado físico
de los soldadores. Normalmente, estas cámaras se fabrican de forma que sean
fácilmente transportables por camión, ferrocarril, avión, etc.
Campo de aplicación.
Actualmente las técnica de cámara hiperbárica o soldadura bajo presión con
medios humanos llegan hasta los 200 m de profundidad. Por los ensayos
realizados se prevé que el límite de utilización puede estas en los 300 m pues
por el momento a mayor profundidad los problemas metalúrgicos y la utilización
de buzos las hacen inviables, debiendo acudirse a otras técnicas.
Tomado [1, 5, 7]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-81-320.jpg)
![Manual de prácticas de soldadura
82
Carlos Augusto Landa Salas
CAPITULO V
MANUAL DE PRÁCTICAS DE SOLDADURA (TIG; MIG Y SMAW)
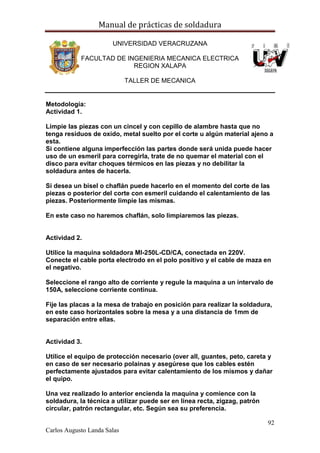
Descripción:
Este capítulo está compuesto por dos partes, un manual de prácticas de
soldadura al arco eléctrico con electrodo revestido, con solución ósea que ya
fueron realizadas y son los resultados de las mismas los que aquí se han
plasmado.
La segunda es el manual de prácticas para imprimirlo y realizar las
prácticas de soldadura y llenar las practicas en base a lo realizado.
Si se desea realizar prácticas del proceso TIG y MIG, el principio es el
mismo solo se debe seleccionar la maquina adecuada para el proceso que se
quiera.
Asegúrese de ser asesorado por quien imparte las practicas, de no estar
disponible algún ingeniero o alumno con este conocimiento revise el capitulo 4
en la sección donde este el proceso que desea practicar e investigue que
necesita, posterior a tener la información pase a revisar el capitulo dos la
sección del inventario del taller y seleccione la maquina que pueda servir para
el proceso que vaya a practicar.
Proceda a buscarla en la bodega e instálela según las indicaciones
previamente investigadas en el capitulo cuatro.
Para realizar las practicas de los procesos TIG y MIG utilice las
instrucciones de las practicas SMAW.
Tomado [1….11]](https://image.slidesharecdn.com/manualdepracticasdesoldadura-170110174703/85/Manual-de-practicas-de-soldadura-82-320.jpg)