Descargado 125 veces












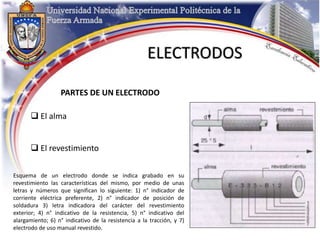













































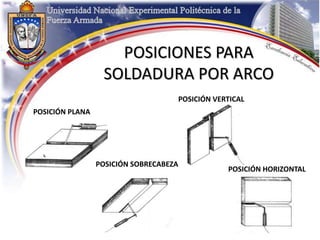



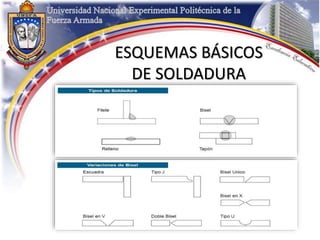






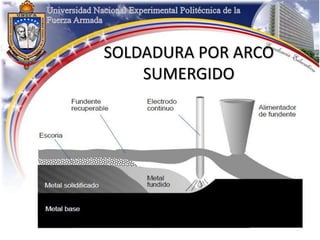
















El documento proporciona información sobre soldadura por arco eléctrico. Explica que este proceso utiliza el calor generado por un arco eléctrico entre un electrodo y el material a soldar para unir dos piezas metálicas. También describe los diferentes tipos de máquinas, electrodos, y procesos involucrados en la soldadura por arco, incluyendo la preparación de materiales, cebado de electrodos, y selección del electrodo adecuado.






















































































