Este documento presenta una introducción al curso de Materiales de Construcción impartido por el Ingeniero Alberto Regal. El curso se enfoca en tres objetivos: proporcionar conocimientos técnicos sobre los materiales de construcción, estudiar su tecnología y aplicaciones en ingeniería, y estudiar la terminología usada. El documento también describe el programa de estudio para cada material, incluyendo su definición, descripción, obtención, propiedades y especificaciones. Finalmente, se presenta información general sobre las unidades de medida usadas en el curso



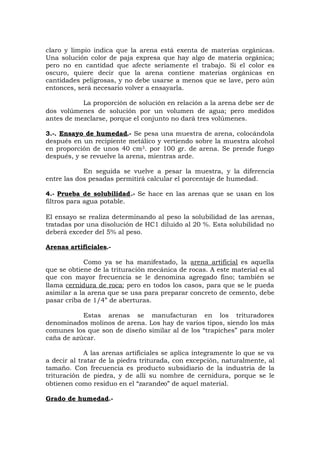
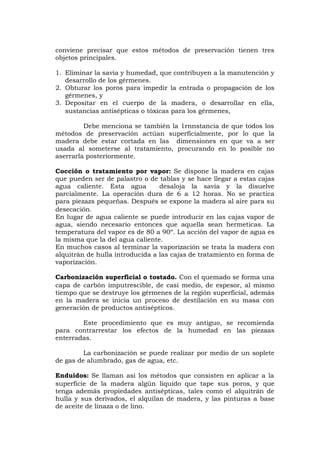
![Las gravas se usan en construcción, como agregado grueso
en la preparación de concreto; en caminos, en la ejecución de ca1zadas;
en ferrocarriles, como balasto o lastre; para rellenos en genera1, etc.
En todos los casos se emplean después de pasarlas por cribas o
zarandas, para graduar convenientemente sus dimensiones.
PIEDRA PARTIDA
Definición.-
La piedra partida es el material que se obtiene triturando
mecánicamente rocas duras y tenaces.
En ingeniería son ml1tip1es los usos que se hacen de la
piedra partida; pero en esta parte del Curso se trata casi
exclusivamente de este material desde el punto de vista de su empleo
como árido grueso en la preparación de concreto de cemento.
Caracteres.-
Como agregado grueso se puede usar cualquier clase de
piedra partida, siempre que sea limpia y durable, y cuyas resistencias
no sean inferiores a las del concreto, de tal manera que no limite la
resistencia de este material.
En estructuras de cemento armado se usa piedra de 1/2,
3/4,-. 1-1/4 y 1-1/2’’, excediéndose pocas veces de esta última
dimensión.
En concreto simple, o con refuerzo metálico escaso, se
emplea 2, 2-1/2 y 3’’
Dimensiones mayores a las que se acaban de indicar sólo se
emplean en concretos ciclópeo.
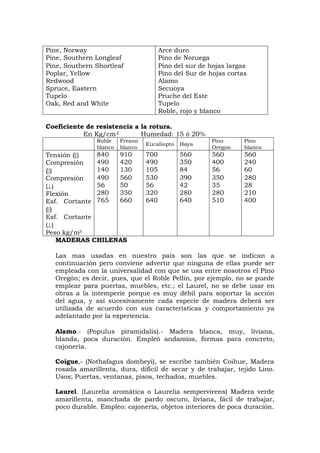
E]. peso de la piedra partida se estima en 1 450 á l 500
kg/m3. El promedio de vacíos, varía de 30 á 55 %.
Rocas empleadas.-
Las principales rocas usadas para la obtención de la piedra
partida son las siguientes:
1º.- Grupo de rocas trap o diabasas, que son rocas de origen ígneo, mas
densas y de grano mas fino que las graníticas:
Andesita, diabasa, riolita,
basalto, gabbro, etc,.](https://image.slidesharecdn.com/materiales-de-contruccion-alberto-regal-150901132202-lva1-app6891/85/Materiales-de-contruccion-alberto-regal-46-320.jpg)