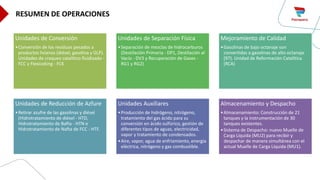
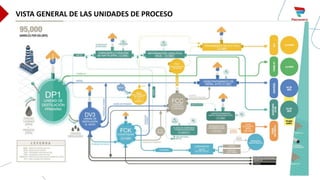
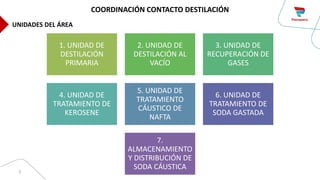
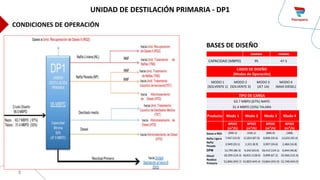
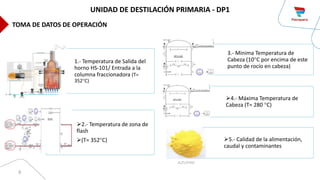
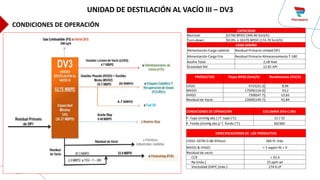
Este documento describe las operaciones de una refinería. Explica que la refinería realiza procesos como la destilación, conversión catalítica, hidrotratamiento y mejoramiento de calidad de los productos. También describe las unidades de proceso como destilación primaria, destilación al vacío, recuperación de gases, reformación catalítica y unidades de reducción de azufre. Finalmente, proporciona detalles sobre las condiciones de operación y parámetros clave para las principales unidades de proceso.